1.硬度
硬度是材料抵抗外部力量造成的壓痕的能力。
矽膠的硬度範圍為0至80(邵氏硬度),這提供了設計師充分的自由度來選擇所需的硬度,從而最佳實現特定功能。通過改變聚合物基材、填充物及助劑的混合比例,可以達到中間硬度值。加熱固化的時間和溫度也能改變硬度,而不會顯著影響其他物理性質。
矽膠的硬度範圍現可達 SHORE A 0-90,其中:
• 常用硬度:邵氏A 50-70
• 低硬度:低於邵氏A 30
• 高硬度:高於邵氏A 70
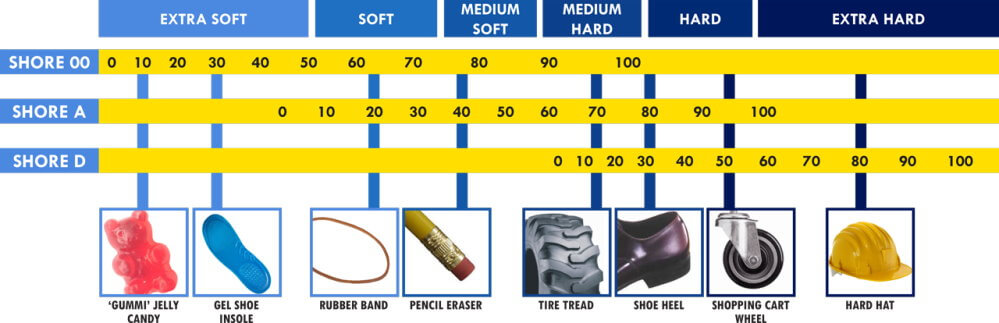
邵氏硬度簡介
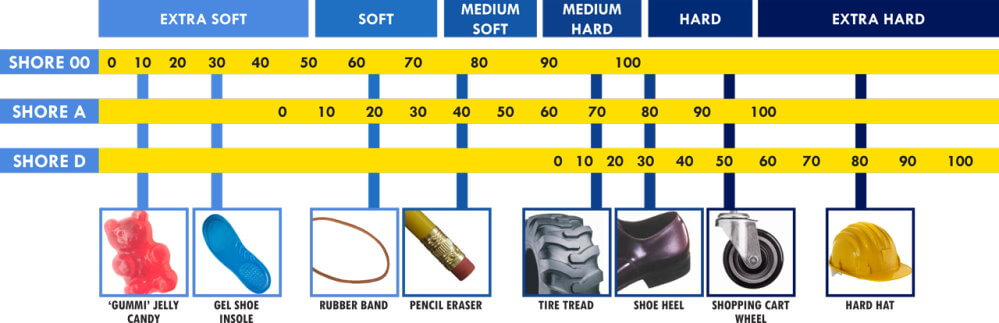
邵氏硬度(Shore hardness)是測量和表示材料硬度的一種方法。根據壓痕器的類型,邵氏硬度分為 A型、C型 和 D型。
測量原理完全相同,不同之處在於測量針的尺寸:
• 邵氏A型:針尖直徑為0.8mm,用於測量軟性材料,如矽膠、合成矽膠、皮革等。
• 邵氏D型:針尖直徑為0.2mm,適用於測量硬塑膠和硬矽膠、硬樹脂等高硬度材料。
• 邵氏C型:測針為直徑5mm的圓球,用於測量泡沫材料和海綿等較柔軟材料。液態矽膠一般使用邵氏A型測量。
邵氏A級硬度計有較鈍的壓頭和中等彈力的彈簧,適用於測量軟材料。當測量硬度超過90時,A型硬度計的精度會降低,因此對於較硬材料,使用邵氏D級硬度計,具有鋒利的壓頭和較強的彈簧,能深入測量。
硬度測量誤區
• 即時讀數與延遲讀數:材料通常能承受初期的壓力,但隨著時間推移,會因蠕變或鬆弛而屈服。即時讀數比延遲讀數偏高,但延遲讀數能更好地代表材料的彈性和硬度。
為了確保測量數據的準確性,需遵循精確的測試步驟。測量過程中應避免壓頭受支撐表面影響,確保測試樣品具有足夠的厚度和平整的表面。

邵氏硬度的測試方法:
用邵氏硬度計插入被測材料,錶盤上的指標通過彈簧與一個刺針相連,用針刺入被測物表面,錶盤上所顯示的數值即為硬度值。
為了更準確測量矽膠的硬度,在硬度測試過程中,對測試儀器、測試條件、測試樣片、測試讀數等幾個方面有嚴格要求。
測試儀器:矽膠產品硬度經邵氏硬度計測量而得,根據不同的原材料特性,又分為邵氏A型硬度計和邵氏C型硬度計。
邵氏A型:測試頭為尖針,適用於大部分表面具有一定結構強度,不易刺破的模壓矽膠的硬度測試。常見如:矽膠按鍵、導電膠、矽膠套、矽膠腳墊、密封圈等產品。

邵氏C型:測試頭為圓球,適用於特別柔軟,表面容易刺破的矽膠的硬度測試,通常為液態矽膠原料或發泡工藝製作而成的產品,如:矽膠假體、導熱矽膠片、發泡矽膠、EVA、海綿等。

測試條件:
1.所有矽膠必須在成型後並經自然冷卻至與環境溫度後再進行硬度測試
2.為確保測試資料一致準確,必須製作標準規格的測試樣片進行硬度測試
3.測試樣片標準規格:表面為平面,厚度≥6mm,長寬或直徑≥25mm
4.測試樣片成型溫度及時間(針對固態模壓矽膠):溫度160±5℃,成型時間300S
5.測試儀器:邵氏A型或邵氏C型硬度計。
測試和讀數:
測試:以5mm/S的速度壓向測試樣片表面,直至硬度計測試平面與矽膠產品完全貼合,並持續施加壓力至1kg(為確保施加壓力準確,通常通過硬度計測試架,以1kg標準砝碼對其進行施壓)。分別測試前後左右5個點,每個測試點距離>5mm。
讀數:讀取每個點測試過程中指標指向的最高值,記錄下每個點的硬度值,並球平均值,所得平均值即使矽膠比較準確的硬度值。
矽膠硬度測試的誤區和注意事項:
1.對薄片進行硬度測試:測試樣片太薄,墊於薄片底部的物質的硬度會干涉測試結果。如將薄片放置於桌面測試,所測出的硬度值要高於實際硬度;
2.對過窄的樣品進行硬度測試:樣片太薄,當硬度計測試針刺入表面時,樣品側壁產生變形,所測得的硬度要低於實際硬度;
3.對表面不平整的樣品進行硬度測試:矽膠硬度測試需樣品表面與硬度計測試面完全貼合,表面不平整的樣品無法實現完全貼合,測得的資料定然也不準確。
2.斷裂伸長率
通常是指『極限破裂伸長』或者當樣品斷裂時相對於原長度的所增長的百分比。熱加硫型固態矽膠一般的斷裂伸長率範圍在90到1120%之間。氟矽膠一般的斷裂伸長率在159到699%之間。液體矽膠一般的斷裂伸長率在220到900%之間。不同的加工方法和硬化劑的選擇都能很大程度地改變其斷裂伸長率。矽膠的斷裂伸長率和溫度有很大關係。矽膠的斷裂伸長率一般隨著硬度提高而減小,因而低硬度矽膠的斷裂伸長率要更高,有的可達1000%以上,氣相法矽膠的斷裂伸長率經同硬度的沉定法矽膠要高。
矽膠伸長率試驗機可測試:
拉伸性能,拉伸強度與變形率,拉斷力,抗撕裂性能,熱封強度性能,滾筒剝離試驗,90度剝離,繩類拉斷力,撕裂力,180度剝離,壓縮試驗,彎曲試驗,剪切試驗,頂破試驗等完成不同的試驗。可進行矽膠等的拉伸、撕裂、剝離、壓縮、彎曲、剪切、頂破、戳穿、疲勞等項目的檢測。可根據客戶產品要求按GB、ISO、ASTM、JIS、EN等標準編製,能自動求取較大試驗力,斷裂力,屈服力,焊接強度,抗拉強度,抗壓強度,彎曲強度,彈性模量,伸長率,定伸長應力,定應力伸長等參數。
3.拉伸強度
拉伸強度是指在拉伸試驗中,材料在斷裂前能夠承受的最大拉伸應力。
• 熱加硫型固態矽膠:拉伸強度範圍為 4.0-12.5 MPa。
• 氟矽膠:拉伸強度範圍為 8.7-12.1 MPa。
• 液態矽膠:拉伸強度範圍為 3.6-11.0 MPa。
一般來說,矽膠的拉伸強度通常低於 10 MPa,11 MPa 較難達到,12 MPa 極為罕見。通常情況下,氣相法矽膠的拉伸強度高於沉澱法矽膠。
提高矽膠拉伸強度與韌性的方法:
• 選擇高拉力氣相法矽膠原材料。
• 控制矽油添加量:過多的矽油會導致拉伸強度降低。
• 均勻分配的硫化劑:確保流動性與抗撕裂性,避免因分配不均導致性能下降。
• 最佳硫化時間:硫化時間過短會使產品變軟,影響拉伸強度和回彈性。
拉伸強度與斷裂伸長率:
• 斷裂伸長率:拉伸至斷裂時,材料最大伸長量與原始長度的比值(以百分比表示)。
• 拉伸強度:矽膠標準試片斷裂時所需的拉伸力(單位:MPa)。
關聯性: 拉伸強度和斷裂伸長率是評估矽膠產品結構強度的重要參數。氣相法矽膠在這兩個方面通常優於沉澱法矽膠。而且,矽膠在拉伸強度和斷裂伸長率方面的性能通常優於橡膠。
常見誤區:
• 低硬度材料的斷裂伸長率通常高於高硬度材料,但這不代表它們的拉伸強度也更好。斷裂伸長率較好的矽膠不一定具有更高的拉伸強度,反之亦然。
4. 撕裂強度
撕裂強度是指材料在有切口或刻痕的情況下,承受外力時抵抗切口擴展的能力。
• 熱加硫型固態矽膠:撕裂強度範圍為 9-55 kN/m。
• 氟矽膠:撕裂強度範圍為 17.5-46.4 kN/m。
• 液態矽膠:撕裂強度範圍為 11.5-52 kN/m。
常見的撕裂強度測試方法:
• 直角法測試:高抗撕裂矽膠的撕裂強度可達 50 Kgf/cm。
• 半圓法測試:撕裂強度通常可達 35 Kgf/cm 及以上。
測試方法概述: 測試時,將試樣夾在拉伸機的上下夾具之間,施加拉力直到試樣斷裂。測試過程中,電腦記錄數據並計算出撕裂強度。測試前需要輸入試樣的壁厚,計算結果將以壁厚為標準。
5.回彈性
回彈性是指材料在外力作用下變形後,去除外力時恢復原狀的能力。
矽膠具有較高的回彈性,部分矽膠的回彈性可達 70%以上,甚至 80%。
回彈性的定義:
回彈性是用來描述彈性恢復能力的一個參數。它反映了材料變形後恢復原狀所需的時間或反彈的力度。矽膠在常溫下表現出良好的彈性,能夠在很小的外力作用下產生較大形變,且去除外力後能迅速恢復原狀。
回彈性測試方法:
1. 回彈測試儀:該儀器採用光電測頭的高度-位置測量原理,測量壓縮後恢復的時間和高度曲線。
2. 落球法:利用一定質量的鋼球打在矽膠試樣上,測量其回彈性。
3. 擺錘法:通過一定能量的擺錘衝擊試樣,評估回彈前後的能量百分比。
6. 壓縮永久變形
矽膠製品的壓縮永久變形關係到硫化矽膠製品的彈性和回復性。彈性和恢復是兩個相互關聯的屬性。有人單純認為矽膠彈性好,恢復快,永久變形小。這種理解是不夠的。當矽膠的變形是由分子鏈的拉伸引起時,其回復(或永久變形的大小)主要由矽膠的彈性決定。如果矽膠的變形伴隨著網路的破壞和分子鏈的相對運動,這部分可以說是不可恢復的,與彈性無關。因此,所有影響矽膠彈性和回復性的因素都是影響硫化矽膠壓縮永久變形的因素。影響矽膠回收能力的因素包括分子間作用力(黏度)、網路結構變化或破壞、分子間位移。有彈性、打擊彈性(回彈性)、彈性與模量、壓縮永久變形、拉伸永久變形等。矽膠的壓縮永久變形率最低的可作到5%以下,這一參數與回彈性有關,但又不盡相同,其是作矽膠膠輥,密封件等產品關注的一個重要參數。
矽膠的變形是由於分子鏈的伸張引起的,它的恢復(或者永久變形的大小)主要由矽膠的彈性所決定,如果矽膠的變形還伴有網路的破壞和分子鏈的相對流動,這部分可以說是不可恢復的,它是與彈性無關的,所以,凡是影響矽膠彈性與恢復的因素,都是影響矽膠壓縮永久變形的因素。
測試方式
將已知高度的試樣,按壓縮率要求壓縮到規定的高度,在規定的溫度條件下保持一定時間,然後解除壓縮,將試樣在自由狀態下恢復,測量試樣的高度。
測試程式
1、試樣應在(23±2)℃,(50±5)%RH的條件下處理24h。
2、測量試樣的原始厚度,準確至0.02mm。
3、把試樣放入儀器中,放置對應試樣類型的墊塊,鎖緊儀器。可在室溫下進行。
4、裝夾試樣後,須在2h以內放入已設置溫度的烘箱。
測試的溫度和時間參考標準或由客戶指定,例如ASTM D1349-99中有:-75℃,-55℃,-40℃,-25℃,-10℃,0℃,23℃,40℃,55℃,70℃,85℃,100℃,125℃,135℃,150℃,160℃,175℃,200℃,225℃,250℃。
推薦測試時間為22h和70h( SGSin house method)。
5、測試時間結束後,立即從烘箱中取出儀器並卸下試樣。
把試樣放於木板等熱不良導體上在(23±2)℃,(50±5)%RH條件下進行冷卻。
6、冷卻30min後再次測量試樣的厚度。
結果計算
C = [(To-Ti)/(To-Tn)] X100
C——壓縮變形,%
Tn——墊塊厚度,mm
To——試驗前試樣厚度,mm
Ti——試驗後試樣厚度,mm
矽膠具有許多優良性能,如無毒,與人體相容性好,耐高低溫,耐臭氧,耐紫外線等。隨著人們環保意識的增強與矽膠價格的走低,矽膠也應用越來越廣泛。而各種不同應用的矽膠都有不同的性能,以下介紹矽膠較重要的性能指標。

一.矽膠物理性能
1.機械性能
體現機械性能的參數有硬度,拉伸強度,抗撕強度,斷裂伸長率,回彈性,壓縮戶久變形率等。 矽膠的硬度現在可以做到SHORE-A 0-90度,常用硬度為30-70度,30度以下為低硬度矽膠,70度以上為高硬度矽膠。
矽膠的拉伸強度一般在10MPa以下,做到11較難,12很難做到。一般來說氣相矽膠要比沉澱矽膠拉伸強度要高。 抗撕強度:常用測度抗撕強度的方法有直角法和半圓法,兩者測試值不同,用直角法測試高抗撕矽膠一般能達到將近50Kgf/cm,用半圓法測試可達35Kgf/cm以上。高抗撕矽膠都是氣相法矽膠。
矽膠的扯斷伸長率一般隨著硬度提高而減小,因而低硬度矽膠的扯斷伸長率要更高,有的可達1000%以上,氣相法矽膠的扯斷伸長率經同硬度的沉定法矽膠要高。
矽膠的壓縮永久變形率最低的可作到5%以下,這一參數與回彈性有關,但又不盡相同,其是作矽膠膠輥,密封件等產品關注的一個重要參數。 回彈性矽膠重要機械性能之一,高回彈矽膠的回彈性可做到70以上,有的甚至可達80
2.矽膠的熱性能
矽膠比現在的橡膠有更耐高低溫的特性,低溫可耐零下90攝氏度,高溫可 達300攝氏度以上。普通矽膠的工作溫度範圍一般零下40度到零上180度之間。事實上很多時候選用矽膠都是因為其熱性能的優勢才採用的,如在寒冷地 區的冬天,一些橡膠件就必須使用矽膠才行。
3、矽膠電性能
一般矽膠是絕緣的,特製矽膠才是導電的,判斷矽膠是否導電的參數是體積電阻率,其單位是Ω*m,體積電阻率在109 數值以上 為絕緣矽膠,數值在106-109之間的,為抗靜電矽膠,106 以下的為導電矽膠。
二.矽膠物理性能有哪些
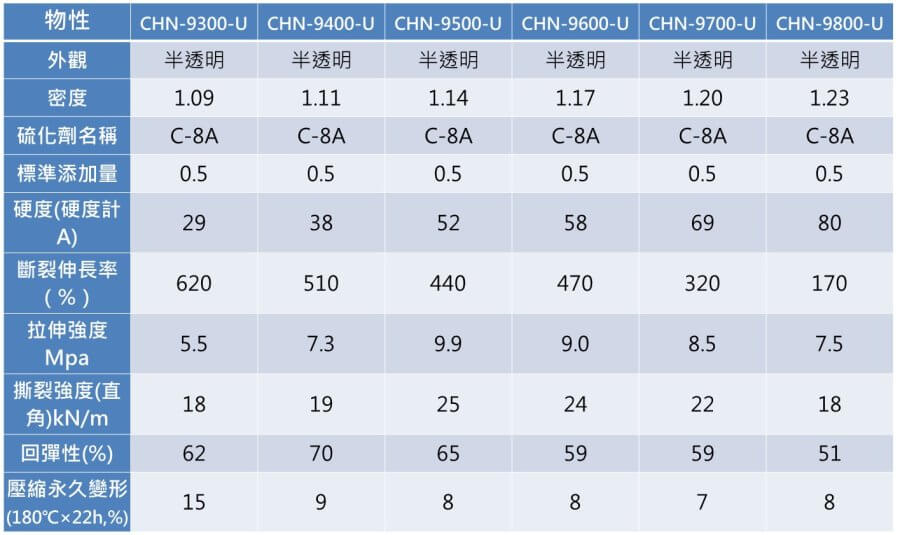
矽膠物性表裡面最重要的物理性能有:1.硬度2.斷裂伸長率3.拉伸強度4.撕裂強度5.反彈性6.壓縮永久變形。以信越CHN-9000系列物性表如下:
1.硬度
材料局部抵抗硬物壓入其表面的能力稱為硬度。矽膠具有0至80的邵氏硬度範圍,這就給予設計師以充分的自由來選擇所需的硬度,以最佳地實現特定的功能。對聚合物基材、填充物和助劑進行不同比例的混合可以實現各種中間的硬度值。同樣地,加熱固化的時間和溫度同樣也能改變硬度,而不會破壞其他的物理特徵。矽膠的硬度現在可以做到SHOREA 0-90度,常用硬度為50-70度,30度以下為低硬度矽膠,70度以上為高硬度矽膠。
對於固體矽膠常見硬度為(邵氏硬度)30A~70A,液態矽膠常見硬度為(邵氏硬度)0A~70A。硬度低於紹0A的液體矽膠也有,但因少用需定做,其需用紹C硬度計測量。液態矽膠也可生產出80度至90度的材料,但會較脆,不常使用。高於90度的情況下要用紹D硬度計來測量,這類矽膠硬度很高,但沒什麽彈性。
一般來說:矽膠硬度低於10度時,矽膠撕裂強度低,伸長率大,矽膠制品容易變形;硬度高於40度時,撕裂強度變差,矽膠制品會變脆,容易斷裂或折斷。一般矽膠硬度在20-40°時,撕裂強度、伸長率等是最佳狀態。而最常用的矽膠硬度在(邵氏硬度)50A~70A,如常用的矽膠碗、矽膠餐墊、矽膠管等矽膠日常用品。
2.伸長率
通常是指『極限破裂伸長』或者當樣品斷裂時相對于原長度的所增長的百分比。熱加硫型固態矽膠一般的伸長率範圍在90到1120%之間。氟矽膠一般的伸長率在159到699%之間。液體矽膠一般的伸長率在220到900%之間。不同的加工方法和硬化劑的選擇都能很大程度地改變其伸長率。矽膠的伸長率和溫度有很大關係。矽膠的扯斷伸長率一般隨著硬度提高而減小,因而低硬度矽膠的扯斷伸長率要更高,有的可達1000%以上,氣相法矽膠的扯斷伸長率經同硬度的沉定法矽膠要高。
3.拉伸強度
拉伸強度是在拉伸試驗中,試樣拉伸直至斷裂過程中的最大拉伸應力。熱加硫型固態有機矽膠拉伸強度範圍介於4.0-12.5MPa之間。氟矽膠拉伸強度範圍介於8.7-12.1MPa之間。液體矽膠的拉伸強度範圍介於3.6-11.0MPa之間。矽膠的拉伸強度一般在10MPa以下,做到11較難,12很難做到。一般來說氣相矽膠要比沉澱矽膠拉伸強度要高。
4.撕裂強度
在有切口的樣品上施加力量時阻礙切口或刻痕擴大的抵抗力。即使切開後置於極高的扭應力下,熱加硫型固態矽膠也能不被撕裂。熱加硫型固態矽膠撕裂強度範圍介於9-55 kN/m之間。氟矽膠撕裂強度範圍介於17.5-46.4 kN/m之間。液體矽膠撕裂強度範圍介於11.5-52 kN/m之間。
5.回彈性
物體受外力作用變形後,除去作用力時能恢復原來形狀的性質叫做彈性;回彈性則是用來描述彈性大小的量值。以在規定條件對物體施加作用力後,物體恢復原來形狀的時間,或者反彈力的大小表示。矽膠是一種具有可逆形變的高彈性聚合物材料,在室溫下富有彈性,在很小的外力作用下能產生較大形變,除去外力後能恢復原狀。回彈性矽膠重要機械性能之一,高回彈矽膠的回彈性可做到70以上,有的甚至可達80。
6.壓縮永久變形
矽膠製品的壓縮永久變形關係到硫化矽膠製品的彈性和回復性。彈性和恢復是兩個相互關聯的屬性。有人單純認為矽膠彈性好,恢復快,永久變形小。這種理解是不夠的。當矽膠的變形是由分子鏈的拉伸引起時,其回復(或永久變形的大小)主要由矽膠的彈性決定。如果矽膠的變形伴隨著網路的破壞和分子鏈的相對運動,這部分可以說是不可恢復的,與彈性無關。因此,所有影響矽膠彈性和回復性的因素都是影響硫化矽膠壓縮永久變形的因素。影響矽膠回收能力的因素包括分子間作用力(黏度)、網路結構變化或破壞、分子間位移。有彈性、打擊彈性(回彈性)、彈性與模量、壓縮永久變形、拉伸永久變形等幾個概念。矽膠的壓縮永久變形率最低的可作到5%以下,這一參數與回彈性有關,但又不盡相同,其是作矽膠膠輥,密封件等產品關注的一個重要參數。
三.矽膠物理性能介紹
1.硬度
材料局部抵抗硬物壓入其表面的能力稱為硬度。矽膠具有0至80的邵氏硬度範圍,這就給予設計師以充分的自由來選擇所需的硬度,以最佳地實現特定的功能。對聚合物基材、填充物和助劑進行不同比例的混合可以實現各種中間的硬度值。同樣地,加熱固化的時間和溫度同樣也能改變硬度,而不會破壞其他的物理特徵。矽膠的硬度現在可以做到SHOREA 0-90度,常用硬度為50-70度,30度以下為低硬度矽膠,70度以上為高硬度矽膠。
邵氏硬度(也叫肖氏,英文SHORE),是材料硬度的一種測試和表示方法。根據壓痕器的類型不同又可分為3類,肖氏A型,C型,D型,它們的測量原理完全相同,所不同的是測量針的尺寸不同;A型的針尖直徑為 0.8mm,邵 A型硬度計用來測量軟塑膠、矽膠、合成矽膠、氈、皮革;D型的針尖直徑為 0.2mm.即半徑為R0.1。邵D 型硬度計用來測量硬塑膠和硬矽膠、硬樹脂、有機玻璃、熱塑性塑膠、印刷板、纖維等高硬度橡塑材料的硬度測試;C型的測針是一個圓球直徑5mm。邵氏 C型硬度計用來測量泡沫材料和海綿等軟性材料。一般矽膠軟硬度是使用邵氏A型來進行測量。
邵氏A級硬度計有一個較鈍的壓頭和彈力中等的彈簧。當讀數在90以上時,邵氏A級 硬度計就變得不是很精確。對於此類較硬的材料,則使用邵氏D級硬度計。它有一個銳利的壓頭和彈力很強的彈簧,可以穿入較深的深度。
當測量更硬的塑膠時,就使用壓頭更銳利和彈力更強的硬度計,例如洛氏硬度計。而在相反的另一極端,則使用邵氏00級硬度計,以測量軟的凝膠和泡沫矽膠。
大多數材料都能承受住起初的壓力,但隨著時間的推移,由於發生蠕變和鬆弛而會屈服。硬度計的讀數可以即時讀取,也可以在某一特定的延遲時間後、通常是5至10秒鐘後讀取。即時讀數總是會顯示出比延遲讀數較高(或較硬)的讀數。延遲讀數不僅對材料的硬度而且對其彈性而言,均更有代表性。一種較弱、彈性較差的材料,比那些較強、較有彈性的材料更容易發生蠕變。
為了保證資料的有效性,需要有精確的測試步驟。為了獲得精確的讀數,您必須得有一個表面很平整而且足夠厚的試件,以免壓頭受支撐表面的影響。通常所要求的厚度是0.200英寸,但對於變形較小的硬性材料,當厚度較薄時,也能精確地測試。

邵氏硬度的測試方法:
用邵氏硬度計插入被測材料,錶盤上的指標通過彈簧與一個刺針相連,用針刺入被測物表面,錶盤上所顯示的數值即為硬度值。
為了更準確測量矽膠的硬度,在硬度測試過程中,對測試儀器、測試條件、測試樣片、測試讀數等幾個方面有嚴格要求。
測試儀器:矽膠產品硬度經邵氏硬度計測量而得,根據不同的原材料特性,又分為邵氏A型硬度計和邵氏C型硬度計。
邵氏A型:測試頭為尖針,適用於大部分表面具有一定結構強度,不易刺破的模壓矽膠的硬度測試。常見如:矽膠按鍵、導電膠、矽膠套、矽膠腳墊、密封圈等產品。

邵氏C型:測試頭為圓球,適用於特別柔軟,表面容易刺破的矽膠的硬度測試,通常為液態矽膠原料或發泡工藝製作而成的產品,如:矽膠假體、導熱矽膠片、發泡矽膠、EVA、海綿等。

測試條件:
1.所有矽膠必須在成型後並經自然冷卻至與環境溫度後再進行硬度測試;
2.為確保測試資料一致準確,必須製作標準規格的測試樣片進行硬度測試;
3.測試樣片標準規格:表面為平面,厚度≥6mm,長寬或直徑≥25mm;
4.測試樣片成型溫度及時間(針對固態模壓矽膠):溫度160±5℃,成型時間300S;
5.測試儀器:邵氏A型或邵氏C型硬度計。
測試和讀數:
測試:以5mm/S的速度壓向測試樣片表面,直至硬度計測試平面與矽膠產品完全貼合,並持續施加壓力至1kg(為確保施加壓力準確,通常通過硬度計測試架,以1kg標準砝碼對其進行施壓)。分別測試前後左右5個點,每個測試點距離>5mm。
讀數:讀取每個點測試過程中指標指向的最高值,記錄下每個點的硬度值,並球平均值,所得平均值即使矽膠比較準確的硬度值。
矽膠硬度測試的誤區和注意事項:
1.對薄片進行硬度測試:測試樣片太薄,墊於薄片底部的物質的硬度會干涉測試結果。如將薄片放置於桌面測試,所測出的硬度值要高於實際硬度;
2.對過窄的樣品進行硬度測試:樣片太薄,當硬度計測試針刺入表面時,樣品側壁產生變形,所測得的硬度要低於實際硬度;
3.對表面不平整的樣品進行硬度測試:矽膠硬度測試需樣品表面與硬度計測試面完全貼合,表面不平整的樣品無法實現完全貼合,測得的資料定然也不準確。
2.斷裂伸長率
通常是指『極限破裂伸長』或者當樣品斷裂時相對于原長度的所增長的百分比。熱加硫型固態矽膠一般的斷裂伸長率範圍在90到1120%之間。氟矽膠一般的斷裂伸長率在159到699%之間。液體矽膠一般的斷裂伸長率在220到900%之間。不同的加工方法和硬化劑的選擇都能很大程度地改變其斷裂伸長率。矽膠的斷裂伸長率和溫度有很大關係。矽膠的斷裂伸長率一般隨著硬度提高而減小,因而低硬度矽膠的斷裂伸長率要更高,有的可達1000%以上,氣相法矽膠的斷裂伸長率經同硬度的沉定法矽膠要高。
矽膠伸長率試驗機可測試:
拉伸性能,拉伸強度與變形率,拉斷力,抗撕裂性能,熱封強度性能,滾筒剝離試驗,90度剝離,繩類拉斷力,撕裂力,180度剝離,壓縮試驗,彎曲試驗,剪切試驗,頂破試驗等完成不同的試驗。可進行矽膠等的拉伸、撕裂、剝離、壓縮、彎曲、剪切、頂破、戳穿、疲勞等項目的檢測。可根據客戶產品要求按GB、ISO、ASTM、JIS、EN等標準編製,能自動求取較大試驗力,斷裂力,屈服力,焊接強度,抗拉強度,抗壓強度,彎曲強度,彈性模量,伸長率,定伸長應力,定應力伸長等參數。
3.拉伸強度
拉伸強度是在拉伸試驗中,試樣拉伸直至斷裂過程中的最大拉伸應力。熱加硫型固態有機矽膠拉伸強度範圍介於4.0-12.5MPa之間。氟矽膠拉伸強度範圍介於8.7-12.1MPa之間。液體矽膠的拉伸強度範圍介於3.6-11.0MPa之間。矽膠的拉伸強度一般在10MPa以下,做到11較難,12很難做到。一般來說氣相矽膠要比沉澱矽膠拉伸強度要高。
可以從很多種因素當中提高矽膠的拉伸強度與韌性度
1、原材料選擇高拉力氣相法矽膠原料
2、矽膠原料中矽油添加過多導致拉力變差現象
3、混煉膠成型硫化劑為均勻分配,導致流動性下降拉升度,抗撕裂度變小
4、成型硫化過程中時間太短,產品出現發軟現象,導致拉升度無法回彈。
矽膠材料的斷裂伸長率和拉伸強度是決定矽膠產品結構強度的兩個重要因素。
斷裂伸長率:當成型後的矽膠產品被拉斷時,最大位移值與初始長度的比值。簡單說就是產品被拉斷時,比初始狀態拉長了多少倍。斷裂伸長率以百分比表示(%)
拉伸強度:成型後的矽膠標準單位試片被撕裂時,所需要的作用力。單位是兆帕(MPa)
兩者的共性和關係:
在一定程度上決定原料成型後是否容易破裂,以及是否能完成一些特殊結構生產,和滿足特殊需求。 氣象法矽膠的斷裂拉伸率和拉伸強度要優於沉澱法矽膠。 矽膠的拉伸強度和斷裂伸長率普遍優於橡膠。
容易產生的誤區:
通常,較低硬度原料的斷裂伸長率要高於較高硬度原料。但並不代表其拉伸強度也會更好;斷裂伸長率較好的膠料並不代表拉伸強度也會更好,反之亦然
4.撕裂強度
矽膠撕裂強度是指在有切口的樣品上施加力量時阻礙切口或刻痕擴大的抵抗力。 即使切開後置於極高的扭應力下,熱加硫型固態矽膠也能不被撕裂。 加熱硫型固態矽膠撕裂強度範圍介於9-55 kN/m之間。 氟矽膠撕裂強度範圍介於17.5-46.4 kN/m之間。液體矽膠撕裂強度範圍介於11.5-52 kN/m之間。
常用測度抗撕強度的方法有直角法和半圓法,兩者測試值不同,用直角法測試高抗撕矽膠一般能達到將近50Kgf/cm,用半圓法測試可達35Kgf/cm以上。高抗撕矽膠都是氣相法矽膠。
撕裂測試方法為將拉伸機上下兩端的夾子分別夾住“凹”型樣品的左右兩側,上夾向上拉伸下夾則固定不動,在上夾上升的過程中拉伸機會將使用的力量和數值回饋電腦端的app上再經過轉化得出最終的撕裂數值,在電腦轉化之前需要手動輸入產品的壁厚電腦計算會以輸出的壁厚為標準進行計算,所以壁厚切勿輸出錯誤。而在撕裂測試過程中上夾會夾住無限上拉直至產品裂開,電腦在不斷攀升的數值也會瞬間停止轉化資料。而拉伸其實可以撕裂測試並無太大差異,只是外觀形狀上有略微差距,在曝氣管矽膠膜片拉伸中上夾夾住“工”型樣品上端上升直至裂開,輸出壁厚電腦計算拉伸強度最終得出結論。(注:拉伸機會一直向上拉伸直至樣品斷裂,同時將資料回饋給到電腦端,電腦端會介紹曝氣管矽膠膜片斷裂數值並進行轉化,最終進行列印即可。)
5.回彈性
物體受外力作用變形後,除去作用力時能恢復原來形狀的性質叫做彈性;回彈性則是用來描述彈性大小的量值。以在規定條件對物體施加作用力後,物體恢復原來形狀的時間,或者反彈力的大小表示。矽膠是一種具有可逆形變的高彈性聚合物材料,在室溫下富有彈性,在很小的外力作用下能產生較大形變,除去外力後能恢復原狀。回彈性矽膠重要機械性能之一,高回彈矽膠的回彈性可做到70以上,有的甚至可達80。
矽膠回彈性是矽膠受力變形中可恢復的彈性變形大小的一種表徵手段。 矽膠分子間的相互作用會妨礙分子鏈段運動,作用於矽膠分子上的力一部分用於克服分子間的黏性阻力,另一部分使分子鏈變形,它們構成了矽膠的黏彈性。所以矽膠既有高彈性,又有黏性。
回彈性能檢測採用回彈測試儀進行檢測,設備採用光電測頭的高度-位置測量原理進行測量,測量值以平臺為基準“零位”。測量時先利用下壓機構將膠條工裝壓在平臺上,並測量一個壓緊的高度。然後下壓機構瞬間釋放將膠條壓板抬起,光電測頭對膠條的回彈過程進行測量,並繪製回彈量—時間曲線。設備的嵌入式智慧模組可設置釋放後的10個時間點(可預設時間點數量)的回彈量持續測量、分析、記錄等。設備具有資料輸出功能,且配備上位機軟體,可將測量資料上傳到上位機進行分析、處理。
另外還有落球法及擺錘法。落球法是用一定品質的鋼球打在矽膠試樣上,側其回彈性。擺錘法是利用一定為能的擺錘衝擊試樣,測定擺錘在衝擊前後為能的百分比。
6.壓縮永久變形
矽膠製品的壓縮永久變形關係到硫化矽膠製品的彈性和回復性。彈性和恢復是兩個相互關聯的屬性。有人單純認為矽膠彈性好,恢復快,永久變形小。這種理解是不夠的。當矽膠的變形是由分子鏈的拉伸引起時,其回復(或永久變形的大小)主要由矽膠的彈性決定。如果矽膠的變形伴隨著網路的破壞和分子鏈的相對運動,這部分可以說是不可恢復的,與彈性無關。因此,所有影響矽膠彈性和回復性的因素都是影響硫化矽膠壓縮永久變形的因素。影響矽膠回收能力的因素包括分子間作用力(黏度)、網路結構變化或破壞、分子間位移。有彈性、打擊彈性(回彈性)、彈性與模量、壓縮永久變形、拉伸永久變形等。矽膠的壓縮永久變形率最低的可作到5%以下,這一參數與回彈性有關,但又不盡相同,其是作矽膠膠輥,密封件等產品關注的一個重要參數。
矽膠的變形是由於分子鏈的伸張引起的,它的恢復(或者永久變形的大小)主要由矽膠的彈性所決定,如果矽膠的變形還伴有網路的破壞和分子鏈的相對流動,這部分可以說是不可恢復的,它是與彈性無關的,所以,凡是影響矽膠彈性與恢復的因素,都是影響矽膠壓縮永久變形的因素。
測試方式
將已知高度的試樣,按壓縮率要求壓縮到規定的高度,在規定的溫度條件下保持一定時間,然後解除壓縮,將試樣在自由狀態下恢復,測量試樣的高度。
測試程式
1、試樣應在(23±2)℃,(50±5)%RH的條件下處理24h。
2、測量試樣的原始厚度,準確至0.02mm。
3、把試樣放入儀器中,放置對應試樣類型的墊塊,鎖緊儀器。可在室溫下進行。
4、裝夾試樣後,須在2h以內放入已設置溫度的烘箱。
測試的溫度和時間參考標準或由客戶指定,例如ASTM D1349-99中有:-75℃,-55℃,-40℃,-25℃,-10℃,0℃,23℃,40℃,55℃,70℃,85℃,100℃,125℃,135℃,150℃,160℃,175℃,200℃,225℃,250℃。
推薦測試時間為22h和70h( SGSin house method)。
5、測試時間結束後,立即從烘箱中取出儀器並卸下試樣。
把試樣放於木板等熱不良導體上在(23±2)℃,(50±5)%RH條件下進行冷卻。
6、冷卻30min後再次測量試樣的厚度。
結果計算
C = [(To-Ti)/(To-Tn)] X100
C——壓縮變形,%
Tn——墊塊厚度,mm
To——試驗前試樣厚度,mm
Ti——試驗後試樣厚度,mm
矽膠代工的專業知識
一.矽膠代工製作流程
矽膠是有機矽產品的一種,具有優良的耐高低溫性、耐紫外線、耐輻射、耐候、電絕緣、高透氣、生理惰性、低壓縮永久變形及耐疲勞性等,因此,矽膠廣泛的應用在航空、航天、電子電氣、輕工、機械、建築、化工、醫學、日用品、食品加工業等方面。矽膠加工成型方式有模壓、射出、擠出、壓延、翻模、滴膠等。
矽膠代工製作流程:
矽膠代工過程會經過模具製作->進料檢驗->選材-配料->煉膠->裁切->成型(模壓,液態,擠出,滴膠)->加工/背膠/沖模->二次加硫->印刷-噴塗,鐳雕-電碳->全檢->品質保證->包裝->出貨,等一系列矽膠製作過程。
1.模具製作:針對將要製作的3D圖檔進行模具設計、模具製作。
2.進料檢驗:依產品特性採購要使用的矽膠原料,並在進料時進行品質檢驗,確保性能符合品質要求。
3.選材-配料:選擇除原料外所需的相關配料,如硫化劑、色母等配料。
4.煉膠:矽膠原料都是成塊狀,一般是乳白色。這個時候的原料是不能直接進行熱壓成型的,需要添加硫化劑(催熟劑)才行。假如產品有特殊要求如:顏色、夜光、熒光、熒粉、導電等還需要相應的添加色母,夜光粉,熒光粉,熒粉,導電粒等。將原料與硫化劑和所需的其他添加劑放在一起,經由練膠機混煉,一般煉膠時間在30分鐘左右(根據煉膠原料重量和滾筒間隙來定時間) 。
5.裁切:將練好的矽膠原料裁成矽膠的尺寸,長*寬*厚將裁好的原料放在醒料架上靜置一段時間,一般的原料一般靜置時間在8小時左右(原料正反面都有PE膜保護,保證原料的清潔度)。
6.成型:醒料時間到後,將膠料使用模壓,液態,擠出,滴膠等方式成型。
根據目前市場上高溫矽膠的種類,一種為固態矽膠,另一種為液態矽膠,固態矽膠的成型又可分為熱壓成型與擠出成型,而液態矽膠分為射出成型與滴膠成型。
二.矽膠代工常用的成型技術
1.固態熱壓成型
此種矽膠代工技術是利用油壓機的溫度與壓力,藉助模具把產品硫化成型出來。這種技術應用多用於單色的矽膠客製化產品。也可應用於雙色雙硬度的矽膠客製化產品或是多色多硬度,包塑膠與包金屬,對於所包物件有溫度要求,一般要求所包物件要耐180攝氏度不變形,成型後矽膠耐熱可到230度左右。
2.液態射出成型
這是一種適合於注射成型的矽膠代工工藝,使用雙組份半透明液體矽橡膠材料。注射成型液體矽膠一般是通過把具有出色性能的液態矽膠進行硫化,再把能夠精密且穩定完成注射成型的設備相互結合後形成的一種新型加工系統。注射成型液態矽膠只須將AB兩種液態材料裝入設備內,從混合到成型,都是全自動化完成的,在追求簡化工藝和縮短加工時間的同時,還能方便地實現高質量的液態矽膠客製化產品加工。。液態矽膠的硫化成型溫度一般在110℃~150℃之間,所以內嵌物件的形變溫度至少要在150℃以上。。
3.擠出成型
就像常見的水管一樣,矽膠代工的擠出成型是指物料通過擠出機料筒和螺桿間的作用,邊受熱硫化,邊被螺桿向前推送,連續通過機頭而製成各種截麵製品或半制品的一種加工方法。擠出機頭也是產品的截面形狀,有一定長度,在力與溫度的作用下,機頭出來產品已經硫化成型。此工藝成型的矽膠客製化產品一般是條形的產品,產品截面可以各種各樣。譬如,矩形長條,環形矽膠管等。
對於固體矽膠常見硬度為(邵氏硬度)30A~70A,液態矽膠常見硬度為(邵氏硬度)0A~70A。硬度低於紹0A的液體矽膠也有,但因少用需定做,其需用紹C硬度計測量。液態矽膠也可生產出80度至90度的材料,但會較脆,不常使用。高於90度的情況下要用紹D硬度計來測量,這類矽膠硬度很高,但沒什麽彈性。
一般來說:矽膠硬度低於10度時,矽膠撕裂強度低,伸長率大,矽膠制品容易變形;硬度高於40度時,撕裂強度變差,矽膠制品會變脆,容易斷裂或折斷。一般矽膠硬度在20-40°時,撕裂強度、伸長率等是最佳狀態。而最常用的矽膠硬度在(邵氏硬度)50A~70A,如常用的矽膠碗、矽膠餐墊、矽膠管等矽膠日常用品。
三.常見的矽膠代工產品
1.矽膠代工在電子工業
電子、電氣工業是矽膠作為絕緣材料使用最早,需求量較大的一個領域。主要因為高溫硫化矽膠耐高低溫,電氣特性優異,而且在很大的溫度區間和電頻率範圍內,矽膠材料性能基本保持不變。應用高溫硫化矽膠製品,可以保證電子電器的性能穩定、安全可靠。應用產品有電器插接件、電器密封減震件、耐高溫電位器密封圈等。矽膠材料加入導電填料(如炭黑、金屬粉末等)的導電高溫硫化矽膠可作為導電連接件(電子計算機、遙控系統、電動玩具和電話機等的按鈕、電子手表的導電連接片等),性能穩定,顯示數字準確;導電矽膠製品還廣泛應用於微波烘爐、傳真機、無引線集成線路。電視機上也使用了很多矽膠製品,電視機的高壓帽就是由矽膠做成的。用矽膠製造的絕緣子將替代陶瓷製品廣泛用於輸電線路,特別是超高壓線路。導電矽膠用於電子計算機、電話等儀器的電接點件及液晶顯示觸點件。阻燃和耐輻射矽膠製造的電線、電纜廣泛用於原子能發電站。矽膠加熱片、加熱帶用於控製多種精密儀表和輸油管道的工作溫度,在醫療上作理療熱敷器用的加熱毯。
2.矽膠代工在汽車工業
矽膠在汽車工業中的應用增長速度很快,矽膠材料(特別是具有各種特性的矽膠)可耐燃油、潤滑油的侵蝕,提高汽車各部件的使用性能,降低維修費用。可用於汽車點火線、火花塞保護罩、加熱及散熱器用軟管、消聲器襯裏、蓄電池接頭以及用氟矽膠製的加油泵等。在發動機、變速器附近的襯套、軟墊、皮帶、保護罩、蓋帽、密封圈等橡膠製品需要耐175°C的溫度,而有些地方更需要耐300°C以上的高溫。在這樣的場合,一般的有機橡膠已不適用,需要用矽膠。矽膠在密封高溫爐、低溫冷藏箱結構部件、金屬加工的熱製品輸送帶、熱膠輻等方面也被采用。
3.矽膠代工在食品加工領域
食品級矽膠採用全新進口食品級矽膠原料,利用科學的生產工藝,此產品更具有廣泛的適應性。具有透明度高、無味、不變黃、不噴霜等優點。食品級矽膠是加成型矽膠,透明度高及穩定性的高品質透明食品矽膠,耐高溫可達230℃,在密封環境中加熱不還原。食品級矽膠經科學配方、先進工藝加工而成。該產品具有柔軟、耐高溫性能穩定等特點。健康飲食的今天,食品級矽膠已經逐漸替換了食品級塑膠。食品級矽膠產品主要針對於用於跟人體食道有接觸的矽膠產品,食品級矽膠工廠主要產品為食品加工業所需之矽膠管,矽膠墊,矽膠板,矽膠夾紗管;無塑化劑,為多數食品加工廠所使用。更廣泛用於咖啡壺、熱水器、面包機、消毒櫃、飲水機、開水、燙鬥、電飯鍋、油炸鍋、果漿機、燃具等機械產品。還用於食品的覆模,巧克力模具,糖果模具,食品蛋糕模具,矽膠冰格等。
4.矽膠代工在母嬰產品
矽膠本身是環保材質,母嬰用品的話都是通過食品級認證的矽膠原料製作而成,食品級矽膠材質具有優異的性能,其穩定性極高,材質可達耐溫40-230度,清洗方便,產品具有一定的彈性韌性,因此不用擔心變形、老化及破損現象,適應性更強,無論油污、冰凍或高溫都能使用。很多母嬰用品都是矽膠所製作的,其中用的最多就是矽膠奶嘴和矽膠奶瓶、以及嬰兒口水兜、咬牙器、磨牙棒、矽膠飯勺、矽膠嬰兒飯盒等矽膠母嬰產品。
5.矽膠代工在醫療衛生領域
由於矽膠無毒、生物相容性好,而且具有較好的物理機械性能,高溫消毒而不受損,生物相容性對機體反應小,性能穩定,血凝性低,能承受高溫高壓多次蒸煮,而且能加工成各種形狀的製品。如薄膜、海綿、氣囊,是目前醫學上應用最廣的一種材料。如輸血管、各種插管、胸腔引流管、整容與修覆材料、人造皮膚、埋植介入材料、藥物緩釋體系、生物傳感器、薄膜、海綿、氣囊等。也可以做各種人體器官,如人工喉、人工肺、視網膜植入物、人工心臟球形二尖瓣、食道、氣管、人工關節、假肢等,放在人體內,能夠發揮器官的功能。如切除喉頭的患者用上人工喉頭中,能迅速恢覆說話、飲食和呼吸等功能,無異常現象發生。矽膠在醫療衛生領域的應用可歸納為以下幾類:長期留置於人體內的器官或組織代用品;短期留置與人體內的醫療器械;整容醫療器械;藥物緩釋體系;體外用品。
6.矽膠代工在電線電纜工業
矽膠為電線電纜工業中理想的絕緣材料。高溫硫化矽膠耐高溫、耐臭氧、耐候、電氣性能優異;當矽膠材料燃燒分解時生成的二氧化矽殘渣仍起絕緣作用;它還有良好的導熱性,能快速排除由電流負載所產生的熱量;它的耐電弧性十分優異,高溫硫化矽膠所應用的電線電纜主要有電力電纜、船舶電纜、加熱電纜、點火電纜、原子能裝置電纜、航空電線等。在高壓絕緣線路應用的矽膠中,加入氫氧化鋁填料可提高矽膠的耐漏電起痕、耐電蝕損、耐電孤等性能。
7.矽膠代工在航太航空
航太航空材料需在-75~200C長期工作、耐臭氧、耐輻射、耐老化、阻燃等。矽膠是航太工業中不可缺少的高性能材料,矽膠材料能承受太空的超冷和返回大氣層的灼熱,延長飛機零件壽命,降低檢修保養費用,減少意外事故。主要用於飛機機體孔穴密封件、電接頭、密封開關、防塵和防水罩、墊圈墊片、噴氣式引擎和液壓裝置的「O」型密封環、氧氣面罩、調控膜片、熱空氣導管和雷達無線減震器等。耐燒灼矽膠適用於作火箭燃油閥門、動力源電纜和火箭發射井蓋塗層,以免受火箭噴射流的燒灼。在此領域中具常用到的矽膠製品有各種膠管、密封墊圈、墊片、皮碗、活門、防震件、熱空氣導管、開關護套、氧氣面罩、防火隔板、儀器儀表的軟管、緩沖墊、電線、電纜、插頭、插座、開關按鈕等。
8.矽膠代工在其他領域
用高溫硫化矽膠做成的矽膠薄膜的透氣性很好,其透氣性是一般高聚物薄膜(如聚乙烯、聚氯乙烯、聚四氟乙烯等)的幾十倍,甚至幾百倍。同時矽膠薄膜又具有很好的選擇透氣性。借此可以製成各種規格矽膠薄膜調氣窗,用於蔬菜、水果、食品的保鮮袋或儲藏室,製造混合氣體分離裝置等。矽膠在製造印刷覆印機膠輾、高壓鍋墊圈等出訪用具的密封件及墊圈、墊片等方面也有應用。
四.矽膠代工客製開發流程
1.確認矽膠代工需求,當客戶對正在開發的產品有了完整的想法之後,及提供工程3D圖檔(Stp,Step,Igs格式檔案)後,我們將依3D圖檔評估矽膠代工可行性,並與客戶進行密切的討論並協助設計。為了能夠提供專業的建議,尤其是在選擇原材料方面,我們必須清楚地了解客戶的設計概念和用途。例如,如果是食品加工所需的矽膠產品,由於使用環境會有溫度上與食品安全的要求,因此需要選擇食品級矽膠原料。如果是客製的工業用矽膠產品,由於使用環境可能會頻繁使用或受到外部碰撞摩擦,因此該產品需要具有彈性和耐磨性。因此,我們需要選擇符合這些特性的原材料來生產。
2.提供矽膠代工報價,我們將會依照該產品特性評估生產製造方式,如固態熱壓成型,液態射出成型,或擠出成型。其中評估要點有(1)3D圖檔開模可行性(2)需求數量(3)需求時間(4)需求預算。為客製化產品評估:樣品模費用,量產模費用,及產品單價。
3.確認矽膠代工訂單,若客戶批准報價,請客戶按報價單之付款方式預付模具費與訂金。
4.開矽膠代工樣品模及打樣,根據客戶要求的產品型式、顏色、硬度、質量、數量等要求開樣品模及打樣,矽膠制品打樣完成後,工程人員會第一時間對比客戶的要求,確認符合客戶的要求後,才會將第一批樣品提交給客戶。客戶收到樣品後,會對樣品做一個評估,如果這個產品達到了需求標準,即可同意開始按照樣品進行大量生產。如果第一批樣品不符合客戶需要,那麽客戶會第一時間反饋,我們會根據客戶的意見,修改或重新進行打樣,直到打出讓客戶滿意的樣品,之後才能進行批量生產。(一般來說樣品就是先開一穴模具,這樣可以節省成本以及方便拿到樣品後修改模具等)
5.開矽膠代工量產模,確認樣品後就是開量產模,量產模根據產品大小以及數量,選擇開對應的穴數,有些產品數量很多,甚至要開幾套模具同時生產才能滿足客戶的交期。所以矽膠客製品報價沒有我們想象中的那麽簡單,需要了解更多的細節才能提供更好、更節省成本的方案。量產模加工好以後就是試模,中間量產模製作出來後有可能要進行修模,才完成製作。
6.矽膠代工批量生產,量產模開好後,成型操作員就會大量生產客戶所需矽膠客製品,輪班生產直到完成當前訂單才能更換模具。(補充:生產矽膠任何產品前,都要先備料、調色煉膠以及裁料等步驟)
7.後續加工,在矽膠客製品批量生產完成後,尚有其他後續加工工序需要根據產品製程進行半成品加工或二次加工,例如:去除毛邊、印刷、噴塗、雷雕、貼標籤、表面處理等。透過這些加工,可以為矽膠成品增加功能性與價值。例如印刷Logo突顯品牌形式,雷雕或貼生產序號標籤可以利於在組裝線上辨別,表面噴塗手感油增加柔順觸感。
8.拆邊質檢,拆除矽膠客製品的毛邊後,還需要經過品質檢驗,由專人定期檢查,看是否與標準品一樣,無毛邊、髒污、或其他不良現象。如出現不良,則分析問題所在,迅速解決問題,確保出貨全部為良品。
9.包裝發貨,矽膠客製品完成後依照客戶需求進行包裝。客戶收到矽膠產品後,需要立即進行檢查和入庫。若發現品質缺失,請即時通知我們進行處理,驗收合格時,完成此訂單。