固態矽膠又稱高溫硫化矽膠HTV(High Temperature Vulcanized Silicone Rubber) 亦稱熱硫化矽膠,是有機矽產品中最重要的一類。
是指生膠變成彈性體的過程是經過高溫(110-180℃)硫化成型的。主要以高分子量的聚甲基乙烯基矽氧烷為生膠,加入補強劑和各種添加劑進行混煉,所以這類生膠稱熱硫化矽膠。
• 高分子(分子量為40萬至80萬)的高聚合度乙烯基矽氧烷。
• 補強劑主要是各種類型的白炭黑,可使硫化膠的強度增加數十倍。有時為了降低成本或改善膠料性能及賦予硫化膠各種特殊的性能,也加入相應的各種添加劑。添加劑包括填料、硫化劑(硫化劑是各種有機過氧化物或加成反應催化劑)、結構控製劑、改性劑等。
• 混煉膠在模具中以5MPa左右的壓力,在10-180℃的高溫進行加熱成型硫化10~30min,脫模後的製品再在烘箱中200~250二次硫化24h。所以這類在加熱加壓下硫化成彈性體的生膠稱固態矽膠(高溫硫化矽膠HTV)。
固態矽膠(高溫硫化矽膠HTV)具有優良的耐高低溫性、耐紫外線、耐輻射、耐候、電絕緣、高透氣、生理惰性、低壓縮永久變形及耐疲勞性等,因此,固態矽膠(高溫硫化矽膠HTV)廣泛應用於航空、儀表、電子電器、航海、冶金、機械、汽車、醫療衛生等部門,可做各種形狀的密封圈、墊片、管、電纜,也可做人體器官、血管、透氣膜以及橡膠模具,精密鑄造的脫模劑等。
固態矽膠(高溫硫化矽膠HTV)原料
矽膠是由矽和氧原子交替組成的聚合物,其矽原子通常連接兩個有機基團。普通矽膠主要由含有甲基和少量乙烯基的矽氧鏈節構成。通過引入苯基可提升矽膠的耐高溫及耐低溫性能,而引入三氟丙基或氰基則能增強其耐溫性與耐油性能。
矽膠在低溫環境下表現出色,可在-55℃正常運作,若引入苯基則可達-73℃。它的耐高溫性能同樣出眾,可在180℃下長期使用,甚至能在300℃以上的高溫下短時間內保持彈性。此外,矽膠具有極佳的透氣性,其氧氣透過率在合成聚合物中是最高的。同時,由於其生理惰性及不會導致凝血的特性,在醫療領域應用廣泛。
高溫硫化矽膠(HTV)有生膠或混煉膠兩種形式。
常見的類型包括:
• 甲基矽膠 (MQ):用於一般用途。
• 甲基乙烯基矽膠 (VMQ):使用量最大,應用最廣泛。
• 甲基苯基乙烯基矽膠 (PVMQ):具有耐輻射及耐低溫性能。
• 氟矽膠:用於特定性能需求。
根據不同應用需求,矽膠可加工為各類具有特定性能的膠料:
1. 通用型(一般強度型)固態矽膠
採用乙烯基與補強劑組成,物理性能中等,拉伸強度4.9–6.9 MPa,伸長率200–300%,用途廣泛。
2. 高強度型固態矽膠
由改良型乙烯基或苯基矽膠製成,配合高比表面積氣相白炭黑及特殊添加劑,拉伸強度達7.8–9.81 MPa,伸長率500–1,000%。
3. 耐高溫型固態矽膠
選用耐熱添加劑和補強劑,可耐300–350℃高溫。
4. 低溫型固態矽膠
以低苯基矽膠為基礎,脆性溫度低至-120℃,可在-90℃下保持彈性。
5. 低壓縮永久變形型固態矽膠
使用特定的有機過氧化物作交聯劑,壓縮永久變形僅為7.0–15%。
6. 電線、電纜型固態矽膠
以乙烯基為主,採用具良好電絕緣性能的氣相白炭黑作補強劑。
7. 耐油型固態矽膠
主要採用氟矽膠,分為通用型和高強度型。
8. 阻燃型固態矽膠
添加含鹵或鉑化合物作為阻燃劑,具有優秀的抗燃性能。
9. 導電型固態矽膠
加入乙炔炭黑或金屬粉末作填料,體積電阻率可達10²Ω。
10. 熱收縮型固態矽膠
通過添加熱塑性材料,可實現35–50%的熱收縮率。
11. 單段硫化型固態矽膠
無需二次硫化,性能與普通矽膠經二次硫化後相似。
12. 泡綿矽膠
使用有機發泡劑製成,具有均勻的發泡結構。

固態矽膠(高溫硫化矽膠HTV)的成型方式
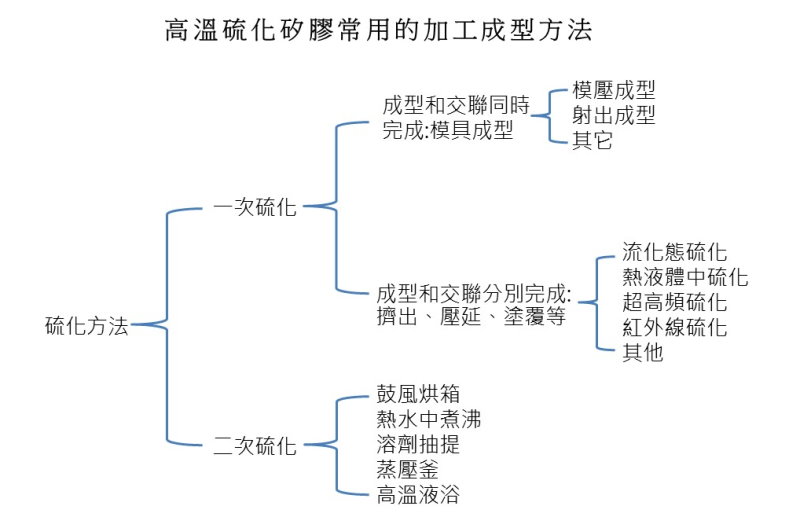
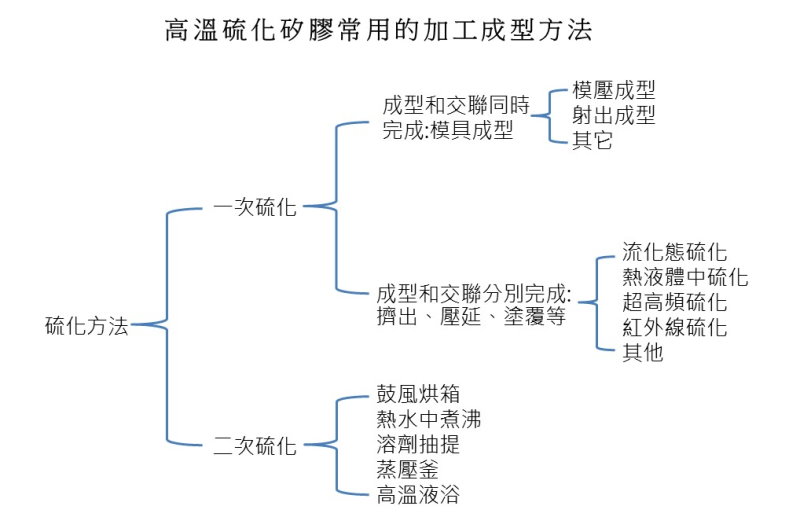
固態矽膠(高溫硫化矽膠HTV)加工成型方法如下圖所示。一次硫化的成型又可分为模壓成型、擠出成型,其它還有壓延、塗覆等等。一次硫化的目的是進行高分子鏈的交聯反應;二次硫化的目的是進行補充交聯、去除硫化劑分解產物和其它揮發性化合物以穩定硫化膠的各項性能。常用的設備有開放式煉膠機、捏合機及真空密煉機。
1. 模壓成型
模壓成型也叫熱壓成型,就是在高溫模具中放入添加(雙二五或者雙二四)矽膠硫化劑的混煉膠通過平板硫化機台施加壓力,高溫硫化成型的。
模壓工藝是固態矽膠的生產流程,用上下兩塊模組組合,中間放置一個模芯,故稱之為模壓矽膠。模壓矽膠製品的主要生產過程是由固態矽膠原料在閉合模腔內憑藉加熱、加壓而成型為製品的矽膠加工過程。通常是將固態矽膠原料經過混煉機均勻攪拌成混煉膠,將模具再移入硫化成型機內。然後閉模加壓,使其成型並固化或硫化,再經脫模的矽膠製品,這種工藝適合於熱固性材料加工。
固態矽膠模壓後的產品硬度通常在(邵氏硬度)30-70A。矽膠生產混煉膠過程中,首先是將固態矽膠生膠加到雙輥煉膠機上或密閉捏合機中逐漸加入白碳黑,矽油等及其它助劑反復煉製而成。根據所加填料及助劑的不同,矽膠的性能也有所差異。
這種工藝相對成本低,產量高,應用比較普遍。它多用於單色的矽膠產品。也可應用於雙色雙硬度的產品或是多色多硬度。它也可以應用于包塑膠與包金屬,但對所包物件有溫度要求,一般要求所包物件要耐180攝氏度不變形。
模壓成型工藝模具的形狀決定了模壓矽膠製品的形狀,模壓矽膠製品是目前矽膠行業中運用最廣泛的一種。主要用於製作矽膠工業配件,按鍵,矽膠禮品,矽膠手環,矽膠手錶,鑰匙包,手機套,矽膠廚具,矽膠墊,冰格,蛋糕模等等。
2. 擠出成型
擠出成型就像我們擠牙膏一樣,擠出機頭也是產品的截面形狀,有一定長度,在力與溫度的作用下,機頭出來產品已經硫化成型。此工藝成型的產品一般是條形的產品,產品截面可以各種各樣。譬如矩形長條、環形矽管等。
擠出矽膠製品通常是通過擠出機器擠壓矽膠成型的,是一種連續成型工藝,可適合雙二四硫化固態矽膠或者鉑金硫化劑催化液體矽膠生產加工。是矽膠在矽膠擠出機機筒及轉動的螺杆的相互作用下,連續地製成各種不同形狀半成品的工藝過程。其可用來加工矽膠管,夾紗管、矽膠電線電纜的絕緣套等矽膠產品。
3. 矽膠硫化作用
生產矽膠製品時為什麼要進行硫化處理呢?這是因為未被硫化的生膠不僅對外界溫度變化敏感、遇到高溫就變得又軟又粘且易拉斷,而且氣味又非常難聞。除一些不需要硫化的熱塑性矽膠外,大部份的矽膠都需要使用硫化劑來硫化,加硫後的矽膠製品遇熱不軟,逢冷不脆,性能非常好。
矽膠硫化原理
二甲基矽膠的分子中不含乙烯基,通常均采用高活性的過氧化物為硫化劑,過氧化物遊離基奪取矽膠甲基上的氫形成大分子遊離基,然後大分子遊離基再結合即形成交聯鍵,如以過氧化二苯甲酰為硫化劑。
由以上反應中可以看到,含有乙烯基的矽膠在硫化過各中,能夠重新生成可繼續進行反應的遊離基,因此,在矽膠中引入少量的乙烯基就可以大大提高硫化活性,提高硫化劑交聯效率,減少過氧化物的用量並改善制品的性能。由於引發交聯反應的初始遊離基是由過氧化物分解而得,故在一定範圍內增加過氧化物的用量可以顯著提高矽膠硫化膠的交聯度,這將導致膠料定伸強度提高,並可改善動態性能和壓縮變形,但抗撕裂性能則有所下降。
硫化過程分為四個階段,各有特點。通過膠料定伸強度的測量(或硫化儀)可以看到,整個硫化過程可分為硫化誘導,預硫,正硫化和過硫(對天然膠來說是硫化返原)四個階段。
1. 硫化誘導期
硫化誘導期(焦燒時間)內,交聯尚未開始,膠料有很好的流動性。這一階段決定了 膠料的焦燒性及加工安全性。這一階段的終點,膠料開始交聯並喪失流動性。硫化誘導期的長短除與生膠硫化中橡膠分子變化本身性質有關,主要取決於所用助劑,如用遲延性促進劑可以得到較長的焦燒時間,且有較高的加工安全性。
2. 預硫化
硫化誘導期以後便是以一定速度進行交聯的預硫化階段。預硫化期的交聯程度低,即使到後期硫化膠的扯斷強度,彈性也不能到達預想水平,但撕裂和動態裂口的性能卻比相應的正硫化好。
3. 正硫化
到達正硫化階段後,硫化膠的各項物理性能分別達到或接近最佳點,或達到性能的綜全平衡。正硫化階段(硫化平坦區)之後,即為過硫階段,有兩種情況:天然膠出現“返原”現象(定伸強度下降),大部分合成膠(除丁基膠外)定伸強度繼續增加。
4. 過硫
對任何橡膠來說,硫化時不只是產生交聯,還由於熱及其它因素的作用產生產聯鏈和分子鏈的斷裂。這一現象貫穿整個硫化過程。在過硫階段,如果交聯仍占優勢,橡膠就發硬,定伸強度繼續上升,反之,橡膠發軟,即出現返原。

矽膠製品的二次硫化
當一次硫化以高溫180度左右進行模壓成型生產,不同的膠種材料中會殘留不同的催化物質,讓矽膠製品的材料中混雜了相應的化合成人導致檢測認證通不過,所以,通常情況需要做檢測的產品矽膠橡膠製品廠都會選擇二次加硫進行處理達到檢測認證標準,而二次加硫的意義則是將產品中的硫化化合物進行過渡加硫,保持產品的內部無任何化合危害物質。
二次硫化又叫後硫化。二次硫化的作用:矽膠採用過氧化物硫化時,過氧化物分解引發高聚物反應後,生成了低分子化合物(如苯和苯甲酸等)存在於橡膠中將影響橡膠機械性能。況且矽膠在第一階段加熱成型後,其交聯密度不夠,要使其進一步硫化反應才能增加矽膠的密度. 拉升強度,回彈性,硬度,溶脹程度,密度,熱穩定性都比一次硫化有較大的改善.如果不進行二次硫化,也許生產的矽膠性能上受到一定的影響,得不到性能更好的產品.一次硫化的參數與二次硫化的參數可能不同,這與實際操作有關! 矽膠硫化有多種,有高溫和室溫。按高溫矽膠來舉例,沒硫化前就是我們通常說的生膠,混煉膠就是把許多助劑如硫化劑,脫模劑等和生膠一起煉製而。從外觀上一看就可以看出。用手一扯就斷,沒有彈性。如果在一定的溫度下把混煉好的膠在一定的溫度下硫化成型就可以得到製品,就像我們平常見到的矽膠手機套等,至於毒不毒只要生產廠家能夠提供食品認證,一般來說都是無毒的。
(延伸閱讀: 矽膠成型方式)
固態矽膠(高溫硫化矽膠HTV)的產品特性
1. 高溫性能
矽膠顯著的特征是高溫穩定性,雖然常溫下矽膠的強度僅是天然橡膠或某些合成橡膠的一半,但在200℃以上的高溫環境下,矽膠仍能保持一定的柔韌性、回彈性和表面硬度,且力學性能無明顯變化。
2. 溫性能
矽膠的玻璃化溫度一般為-70~-50℃,特殊配方可達-100℃,表明其低溫性能優異。這對航空、宇航工業的意義重大。
3. 耐候性
矽膠中Si-O-Si鍵對氧、臭氧及紫外線等十分穩定,在不加任何添加劑的情況下,就具有優良的耐候性。
4. 電氣性能
矽膠具有優異的絕緣性能,耐電暈性和耐電弧性也非常好。
5. 物理機械性能
矽膠常溫下的物理機械性能比通用橡膠差,但在200℃的高溫和-50℃的低溫下,其物理機械性能優於通用橡膠。
6. 耐油及化學試劑性
普通矽膠具有中等的耐油、耐溶劑性能。
7. 氣體透過性能
室溫下矽膠對空氣、氮、氧、二氧化碳等氣體的透氣性比天然橡膠高出30-50倍。
8. 生理惰性
矽膠無毒,無味,無嗅,與人體組織不粘連,具有抗凝血作用,對肌體組織的反應性非常少。特別適合作為食品級、醫療級材料使用。
固態矽膠(高溫硫化矽膠HTV)的應用
1. 固態矽膠之電子工業應用
電子、電氣工業是矽膠作為絕緣材料使用最早,需求量較大的一個領域。主要因為矽膠耐高低溫,電氣特性優異,而且在很大的溫度區間和電頻率範圍內,其性能基本保持不變。應用高溫硫化矽膠製品,可以保證電子電器的性能穩定、安全可靠。應用產品有電器插接件、電器密封減震件、耐高溫電位器密封圈等。加入導電填料(如炭黑、金屬粉末等)的導電高溫硫化矽膠可作為導電連接件(電子計算機、遙控系統、電動玩具和電話機等的按鈕、電子手表的導電連接片等),性能穩定,顯示數字準確;導電矽膠製品還廣泛應用於微波烘爐、傳真機、無引線集成線路。電視機上也使用了很多矽膠製品,電視機的高壓帽就是由矽膠做成的。用矽膠製造的絕緣子將替代陶瓷製品廣泛用於輸電線路,特別是超高壓線路。導電矽膠用於電子計算機、電話等儀器的電接點件及液晶顯示觸點件。阻燃和耐輻射矽膠製造的電線、電纜廣泛用於原子能發電站。矽膠加熱片、加熱帶用於控製多種精密儀表和輸油管道的工作溫度,在醫療上作理療熱敷器用的加熱毯。
2. 固態矽膠之汽車工業應用
矽膠在汽車工業中的應用增長速度很快,矽膠(特別是具有各種特性的矽膠)可耐燃油、潤滑油的侵蝕,提高汽車各部件的使用性能,降低維修費用。可用於汽車點火線、火花塞保護罩、加熱及散熱器用軟管、消聲器襯裏、蓄電池接頭以及用氟矽膠製的加油泵等。在發動機、變速器附近的襯套、軟墊、皮帶、保護罩、蓋帽、密封圈等橡膠製品需要耐175°C的溫度,而有些地方更需要耐300°C以上的高溫。在這樣的場合,一般的有機橡膠已不適用,需要用矽膠。矽膠在密封高溫爐、低溫冷藏箱結構部件、金屬加工的熱製品輸送帶、熱膠輻等方面也被采用。
3. 固態矽膠之食品加工領域應用
食品級矽膠採用全新進口食品級矽膠原料,利用科學的生產工藝,此產品更具有廣泛的適應性。具有透明度高、無味、不變黃、不噴霜等優點。食品級矽膠是加成型矽膠,透明度高及穩定性的高品質透明食品矽膠,耐高溫可達230℃,在密封環境中加熱不還原。食品級矽膠經科學配方、先進工藝加工而成。該產品具有柔軟、耐高溫性能穩定等特點。健康飲食的今天,食品級矽膠已經逐漸替換了食品級塑膠。食品級矽膠產品主要針對於用於跟人體食道有接觸的矽膠產品,主要產品為食品加工業所需之矽膠管,矽膠墊,矽膠板,矽膠夾紗管;無塑化劑,為多數食品加工廠所使用。更廣泛用於咖啡壺、熱水器、面包機、消毒櫃、飲水機、開水、燙鬥、電飯鍋、油炸鍋、果漿機、燃具等機械產品。還用於食品的覆模,巧克力模具,糖果模具,食品蛋糕模具,矽膠冰格等。
4. 固態矽膠之醫療衛生領域應用
由於矽膠無毒、生物相容性好,而且具有較好的物理機械性能,高溫消毒而不受損,生物相容性對機體反應小,性能穩定,血凝性低,能承受高溫高壓多次蒸煮,而且能加工成各種形狀的製品。如薄膜、海綿、氣囊,是目前醫學上應用最廣的一種材料。如輸血管、各種插管、胸腔引流管、整容與修覆材料、人造皮膚、埋植介入材料、藥物緩釋體系、生物傳感器、薄膜、海綿、氣囊等。也可以做各種人體器官,如人工喉、人工肺、視網膜植入物、人工心 臟球形二尖瓣、食道、氣管、人工關節、假肢等,放在人體內,能夠發揮器官的功能。如切除喉頭的患者用上人工喉頭中,能迅速恢覆說話、飲食和呼吸等功能,無異常現象發生。矽膠在醫療衛生領域的應用可歸納為以下幾類:長期留置於人體內的器官或組織代用品;短期留置與人體內的醫療器械;整容醫療器械;藥物緩釋體系;體外用品。
5. 固態矽膠之電線電纜工業應用
矽膠為電線電纜工業中理想的絕緣材料。固態矽膠(高溫硫化矽膠HTV)耐高溫、 耐臭氧、耐候、電氣性能優異;當其燃燒分解時生成的二氧化矽殘渣仍起絕緣作用;它還有良好的導熱性,能快速排除由電流負載所產生的熱量;它的耐電弧性十分優異,固態矽膠(高溫硫化矽膠HTV)所應用的電線電纜主要有電力電纜、船舶電纜、加熱電纜、點火電纜、原子能裝置電纜、航空電線等。在高壓絕緣線路應用的矽膠中,加入氫氧化鋁填料可提高矽膠的耐漏電起痕、耐電蝕損、耐電孤等性能。
6. 固態矽膠之航太航空應用
航太航空材料需在-75~200C長期工作、耐臭氧、耐輻射、耐老化、阻燃等。矽膠是航太工業中不可缺少的高性能材料,它能承受太空的超冷和返回大氣層的灼熱,延長飛機零件壽命,降低檢修保養費用,減少意外事故。主要用於飛機機體孔穴密封件、電接頭、密封開關、防塵和防水罩、墊圈墊片、噴氣式引擎和液壓裝置的「O」型密封環、氧氣面罩、調控膜片、熱空氣導管和雷達無線減震器等。耐燒灼矽膠適用於作火箭燃油閥門、動力源電纜和火箭發射井蓋塗層,以免受火箭噴射流的燒灼。在此領域中具常用到的矽膠製品有各種膠管、密封墊圈、 墊片、皮碗、活門、防震件、熱空氣導管、開關護套、氧氣面罩、防火隔板、儀器儀表的軟管、緩沖墊、電線、電纜、插頭、插座、開關按鈕等。
7. 固態矽膠之其他應用
用固態矽膠(高溫硫化矽膠HTV)做成的矽膠薄膜的透氣性很好,其透氣性是一般高聚物薄膜(如聚乙烯、聚氯乙烯、聚四氟乙烯等)的幾十倍,甚至幾百倍。同時矽膠薄膜又具有很好的選擇透氣性。借此可以製成各種規格矽膠薄膜調氣窗,用於蔬菜、水果、食品的保鮮袋或儲藏室,製造混合氣體分離裝置等。矽膠在製造印刷覆印機膠輾、高壓鍋墊圈等出訪用具的密封件及墊圈、墊片等方面也有應用。

固態矽膠又稱高溫硫化矽膠HTV(High Temperature Vulcanized Silicone Rubber) 亦稱熱硫化矽膠,是有機矽產品中最重要的一類,是指生膠變成彈性體的過程是經過高溫(110-180℃)硫化成型的。它主要以高分子量的聚甲基乙烯基矽氧烷為生膠,加入補強劑和各種添加劑進行混煉,所以這類生膠稱熱硫化矽膠。
- 高分子(分子量為40萬至80萬)的高聚合度乙烯基矽氧烷
- 補強劑主要是各種類型的白炭黑,可使硫化膠的強度增加數十倍。有時為了降低成本或改善膠料性能及賦予硫化膠各種特殊的性能,也加入相應的各種添加劑。添加劑包括填料、硫化劑(硫化劑是各種有機過氧化物或加成反應催化劑)、結構控製劑、改性劑等
- 混煉膠在模具中以5MPa左右的壓力,在10-180℃的高溫進行加熱成型硫化10~30min,脫模後的製品再在烘箱中200~250二次硫化24h。所以這類在加熱加壓下硫化成彈性體的生膠稱固態矽膠(高溫硫化矽膠HTV)。
固態矽膠(高溫硫化矽膠HTV)具有優良的耐高低溫性、耐紫外線、耐輻射、耐候、電絕緣、高透氣、生理惰性、低壓縮永久變形及耐疲勞性等,因此,固態矽膠(高溫硫化矽膠HTV)廣泛應用於航空、儀表、電子電器、航海、冶金、機械、汽車、醫療衛生等部門,可做各種形狀的密封圈、墊片、管、電纜,也可做人體器官、血管、透氣膜以及橡膠模具,精密鑄造的脫模劑等。
一. 固態矽膠(高溫硫化矽膠HTV)原料
矽膠是指主鏈由矽和氧原子交替構成,矽原子上通常連有兩個有機基團。普通的矽膠主要由含甲基和少量乙烯基的矽氧鏈節組成。苯基的引入可提高矽膠的耐高、低溫性能,三氟丙基及氰基的引入則可提高矽膠的耐溫及耐油性能。矽膠耐低溫性能良好,一般在-55℃下仍能工作。引入苯基後,可達-73℃。矽膠的耐熱性能也很突出,在180℃下可長期工作,稍高于200℃也能承受數周或更長時間仍有彈性,瞬時可耐300℃以上的高溫。矽膠的透氣性好,氧氣透過率在合成聚合物中是最高的。此外,矽膠還具有生理惰性、不會導致凝血的突出特徵,因此在醫用領域套用廣泛。
固態矽膠(高溫硫化矽膠HTV)可以生膠或混煉膠形式出售、生膠種類主要有甲基矽膠(MQ)、甲基乙烯基矽膠(VMQ,用量及產品牌號最多)、甲基苯基乙烯基矽膠 (PVMQ,耐低溫、耐輻射)和氟矽膠。此外,還可以在主鏈上引入亞苯基團。用量最大的是甲基乙烯基矽生膠。由于交聯用的活性基團乙烯基的引入,極大的提高了矽生膠用過氧化物交聯的交聯效率。幾乎所有的矽膠生膠都含有一定量的乙烯基。
為了適應各種應用一般製成具有各種特性的膠料供用戶選擇,依不同特性分成下列幾類:
1.通用型(一般強度型)固態矽膠,採用乙烯基與補強劑等組成。硫化膠物理機械性能屬中等強度,拉伸強度為4.9〜. 6.9MPa(50–70kgf/cm2),伸長率為200-300%,是用量最多、通用性最多的一種膠料。
2.高強度型固態矽膠,採用乙烯基或低苯基矽膠,以比表面積較高的氣相白炭黑或經過改性處理的白炭黑作補強劑,並加入適宣的加工輔助劑和特殊添加劑等綜合性配合改進措施。改進交聯結構(產生“集中交聯”提高撕裂度。這種膠料的拉伸度為7.8〜. 9.81MPa(80–100kgf/cm2),扯斷伸長率為500~1000%,撕餐強度為29.4~49kN/m。
3.耐高溫型固態矽膠,採用乙烯基或低苯基矽膠,補強劑的種類和耐熱添加劑經適當選擇,可製得耐300~350℃高溫的矽膠。
4.低溫型固態矽膠, 低苯基矽膠,脆性溫度達-120℃,在-90℃時不喪失彈性。
5,低壓縮永久變形型固態矽膠,主要採用乙烯基及以乙烯基專用的有機過氧化物作化劑:當壓編率為30%時,在150℃下壓縮24~72小時後的壓縮永久變形7.0~15%(普通矽膠為20~30%)。
6.電線、電纜型固態矽膠,主要採用乙烯基,選用電絕緣性能良好的氣相白炭黑為補強劑,具有良好的壓出工藝性能。
7.耐油耐落劑型固態矽膠,主要採用氨矽膠一般分為通用型和高強度型兩大類。
8.阻燃型固態矽膠,採用乙烯基,添加含鹵或鉑化合物作阻燃劑組成的膠料,具有良好的抗燃性。
9.導電型固態矽膠,採用採用乙烯基,以乙炔炭黑或金屬粉末作填料,選擇高溫化或加成型硫化方法,可得到體積電阻系數102Ω的矽膠。
10.熱收縮型固態矽膠, 乙烯基矽膠中加入具有一定熔融溫度或軟化溫度的熱塑性材料,矽膠膠料的熱收縮率可達35~50%。
11.不用二段硫化型固態矽膠 ,採用乙烯基較高的乙烯基矽膠。通過控製生膠和配合劑的PH,值加入特殊添加劑等製得。其膠料可分為高抗撕、低壓縮變形以及電線、電纜用等幾種。它的硫化膠(一段)之壓縮永久變形和普通二段硫化膠的壓縮永久變形相似,耐熱老化性能亦相同。普通矽膠不經二段硫化,壓縮永久變形為80〜100%,而經二段硫化後降為10~50%(250℃X24h)。
12.泡綿矽膠,在乙烯基中加入亞硝基化合物、偶氮和重氮化合物等有機發泡劑,可製得發孔均勻的海綿。
(延伸閱讀: 矽膠是什麼?深入瞭解矽膠原料的組成)

二. 固態矽膠(高溫硫化矽膠HTV)的成型方式
固態矽膠(高溫硫化矽膠HTV)加工成型方法如下圖所示。一次硫化的成型又可分为模压成型、挤出成型,其它還有壓延、塗覆等等。一次硫化的目的是進行高分子鏈的交聯反應;二次硫化的目的是進行補充交聯、去除硫化劑分解產物和其它揮發性化合物以穩定硫化膠的各項性能。常用的設備有開放式煉膠機、捏合機及真空密煉機。
2.1 模壓成型
模壓成型也叫熱壓成型,就是在高溫模具中放入添加(雙二五或者雙二四)矽膠硫化劑的混煉膠通過平板硫化機台施加壓力,高溫硫化成型的。
模壓工藝是固態矽膠的生產流程,用上下兩塊模組組合,中間放置一個模芯,故稱之為模壓矽膠。模壓矽膠製品的主要生產過程是由固態矽膠原料在閉合模腔內憑藉加熱、加壓而成型為製品的矽膠加工過程。通常是將固態矽膠原料經過混煉機均勻攪拌成混煉膠,將模具再移入硫化成型機內。然後閉模加壓,使其成型並固化或硫化,再經脫模的矽膠製品,這種工藝適合於熱固性材料加工。
固態矽膠模壓後的產品硬度通常在(邵氏硬度)30-70A。矽膠生產混煉膠過程中,首先是將固態矽膠生膠加到雙輥煉膠機上或密閉捏合機中逐漸加入白碳黑,矽油等及其它助劑反復煉製而成。根據所加填料及助劑的不同,矽膠的性能也有所差異。
這種工藝相對成本低,產量高,應用比較普遍。它多用於單色的矽膠產品。也可應用於雙色雙硬度的產品或是多色多硬度。它也可以應用于包塑膠與包金屬,但對所包物件有溫度要求,一般要求所包物件要耐180攝氏度不變形。
模壓成型工藝模具的形狀決定了模壓矽膠製品的形狀,模壓矽膠製品是目前矽膠行業中運用最廣泛的一種。主要用於製作矽膠工業配件,按鍵,矽膠禮品,矽膠手環,矽膠手錶,鑰匙包,手機套,矽膠廚具,矽膠墊,冰格,蛋糕模等等。
2.2 擠出成型
擠出成型就像我們擠牙膏一樣,擠出機頭也是產品的截面形狀,有一定長度,在力與溫度的作用下,機頭出來產品已經硫化成型。此工藝成型的產品一般是條形的產品,產品截面可以各種各樣。譬如矩形長條、環形矽管等。
擠出矽膠製品通常是通過擠出機器擠壓矽膠成型的,是一種連續成型工藝,可適合雙二四硫化固態矽膠或者鉑金硫化劑催化液體矽膠生產加工。是矽膠在矽膠擠出機機筒及轉動的螺杆的相互作用下,連續地製成各種不同形狀半成品的工藝過程。其可用來加工矽膠管,夾紗管、矽膠電線電纜的絕緣套等矽膠產品。
2.3 矽膠硫化作用
生產矽膠製品時為什麼要進行硫化處理呢?這是因為未被硫化的生膠不僅對外界溫度變化敏感、遇到高溫就變得又軟又粘且易拉斷,而且氣味又非常難聞。除一些不需要硫化的熱塑性矽膠外,大部份的矽膠都需要使用硫化劑來硫化,加硫後的矽膠製品遇熱不軟,逢冷不脆,性能非常好。
2.3.1 矽膠硫化原理
二甲基矽膠的分子中不含乙烯基,通常均采用高活性的過氧化物為硫化劑,過氧化物遊離基奪取矽膠甲基上的氫形成大分子遊離基,然後大分子遊離基再結合即形成交聯鍵,如以過氧化二苯甲酰為硫化劑。
由以上反應中可以看到,含有乙烯基的矽膠在硫化過各中,能夠重新生成可繼續進行反應的遊離基,因此,在矽膠中引入少量的乙烯基就可以大大提高硫化活性,提高硫化劑交聯效率,減少過氧化物的用量並改善制品的性能。由於引發交聯反應的初始遊離基是由過氧化物分解而得,故在一定範圍內增加過氧化物的用量可以顯著提高矽膠硫化膠的交聯度,這將導致膠料定伸強度提高,並可改善動態性能和壓縮變形,但抗撕裂性能則有所下降。
2.3.1 硫化過程
可分為四個階段,各有特點。通過膠料定伸強度的測量(或硫化儀)可以看到,整個硫化過程可分為硫化誘導,預硫,正硫化和過硫(對天然膠來說是硫化返原)四個階段。
硫化誘導期:硫化誘導期(焦燒時間)內,交聯尚未開始,膠料有很好的流動性。這一階段決定了 膠料的焦燒性及加工安全性。這一階段的終點,膠料開始交聯並喪失流動性。硫化誘導期的長短除與生膠硫化中橡膠分子變化本身性質有關,主要取決於所用助劑,如用遲延性促進劑可以得到較長的焦燒時間,且有較高的加工安全性。
預硫化:硫化誘導期以後便是以一定速度進行交聯的預硫化階段。預硫化期的交聯程度低,即使到後期硫化膠的扯斷強度,彈性也不能到達預想水平,但撕裂和動態裂口的性能卻比相應的正硫化好。
正硫化:到達正硫化階段後,硫化膠的各項物理性能分別達到或接近最佳點,或達到性能的綜全平衡。正硫化階段(硫化平坦區)之後,即為過硫階段,有兩種情況:天然膠出現“返原”現象(定伸強度下降),大部分合成膠(除丁基膠外)定伸強度繼續增加。
過硫:對任何橡膠來說,硫化時不只是產生交聯,還由於熱及其它因素的作用產生產聯鏈和分子鏈的斷裂。這一現象貫穿整個硫化過程。在過硫階段,如果交聯仍占優勢,橡膠就發硬,定伸強度繼續上升,反之,橡膠發軟,即出現返原。

2.3.3 矽膠製品的二次硫化
當一次硫化以高溫180度左右進行模壓成型生產,不同的膠種材料中會殘留不同的催化物質,讓矽膠製品的材料中混雜了相應的化合成人導致檢測認證通不過,所以,通常情況需要做檢測的產品矽膠橡膠製品廠都會選擇二次加硫進行處理達到檢測認證標準,而二次加硫的意義則是將產品中的硫化化合物進行過渡加硫,保持產品的內部無任何化合危害物質。
二次硫化又叫後硫化。二次硫化的作用:矽膠採用過氧化物硫化時,過氧化物分解引發高聚物反應後,生成了低分子化合物(如苯和苯甲酸等)存在於橡膠中將影響橡膠機械性能。況且矽膠在第一階段加熱成型後,其交聯密度不夠,要使其進一步硫化反應才能增加矽膠的密度. 拉升強度,回彈性,硬度,溶脹程度,密度,熱穩定性都比一次硫化有較大的改善.如果不進行二次硫化,也許生產的矽膠性能上受到一定的影響,得不到性能更好的產品.一次硫化的參數與二次硫化的參數可能不同,這與實際操作有關! 矽膠硫化有多種,有高溫和室溫。按高溫矽膠來舉例,沒硫化前就是我們通常說的生膠,混煉膠就是把許多助劑如硫化劑,脫模劑等和生膠一起煉製而。從外觀上一看就可以看出。用手一扯就斷,沒有彈性。如果在一定的溫度下把混煉好的膠在一定的溫度下硫化成型就可以得到製品,就像我們平常見到的矽膠手機套等,至於毒不毒只要生產廠家能夠提供食品認證,一般來說都是無毒的。
(延伸閱讀: 矽膠成型方式)
![]()
三. 固態矽膠(高溫硫化矽膠HTV)的產品特性
1.高溫性能:矽膠顯著的特征是高溫穩定性,雖然常溫下矽膠的強度僅是天然橡膠或某些合成橡膠的一半,但在200℃以上的高溫環境下,矽膠仍能保持一定的柔韌性、回彈性和表面硬度,且力學性能無明顯變化。
2.低溫性能:矽膠的玻璃化溫度一般為-70~-50℃,特殊配方可達-100℃,表明其低溫性能優異。這對航空、宇航工業的意義重大。
3.耐候性:矽膠中Si-O-Si鍵對氧、臭氧及紫外線等十分穩定,在不加任何添加劑的情況下,就具有優良的耐候性。
4.電氣性能:矽膠具有優異的絕緣性能,耐電暈性和耐電弧性也非常好。
5.物理機械性能:矽膠常溫下的物理機械性能比通用橡膠差,但在200℃的高溫和-50℃的低溫下,其物理機械性能優於通用橡膠。
6.耐油及化學試劑性:普通矽膠具有中等的耐油、耐溶劑性能。
7.氣體透過性能:室溫下矽膠對空氣、氮、氧、二氧化碳等氣體的透氣性比天然橡膠高出30-50倍。
8.生理惰性:矽膠無毒,無味,無嗅,與人體組織不粘連,具有抗凝血作用,對肌體組織的反應性非常少。特別適合作為食品級、醫療級材料使用。
![]()
四. 固態矽膠(高溫硫化矽膠HTV)的應用
1.固態矽膠之電子工業應用
電子、電氣工業是矽膠作為絕緣材料使用最早,需求量較大的一個領域。主要因為矽膠耐高低溫,電氣特性優異,而且在很大的溫度區間和電頻率範圍內,其性能基本保持不變。應用高溫硫化矽膠製品,可以保證電子電器的性能穩定、安全可靠。應用產品有電器插接件、電器密封減震件、耐高溫電位器密封圈等。加入導電填料(如炭黑、金屬粉末等)的導電高溫硫化矽膠可作為導電連接件(電子計算機、遙控系統、電動玩具和電話機等的按鈕、電子手表的導電連接片等),性能穩定,顯示數字準確;導電矽膠製品還廣泛應用於微波烘爐、傳真機、無引線集成線路。電視機上也使用了很多矽膠製品,電視機的高壓帽就是由矽膠做成的。用矽膠製造的絕緣子將替代陶瓷製品廣泛用於輸電線路,特別是超高壓線路。導電矽膠用於電子計算機、電話等儀器的電接點件及液晶顯示觸點件。阻燃和耐輻射矽膠製造的電線、電纜廣泛用於原子能發電站。矽膠加熱片、加熱帶用於控製多種精密儀表和輸油管道的工作溫度,在醫療上作理療熱敷器用的加熱毯。
2.固態矽膠之汽車工業應用
矽膠在汽車工業中的應用增長速度很快,矽膠(特別是具有各種特性的矽膠)可耐燃油、潤滑油的侵蝕,提高汽車各部件的使用性能,降低維修費用。可用於汽車點火線、火花塞保護罩、加熱及散熱器用軟管、消聲器襯裏、蓄電池接頭以及用氟矽膠製的加油泵等。在發動機、變速器附近的襯套、軟墊、皮帶、保護罩、蓋帽、密封圈等橡膠製品需要耐175°C的溫度,而有些地方更需要耐300°C以上的高溫。在這樣的場合,一般的有機橡膠已不適用,需要用矽膠。矽膠在密封高溫爐、低溫冷藏箱結構部件、金屬加工的熱製品輸送帶、熱膠輻等方面也被采用。
3.固態矽膠之食品加工領域應用
食品級矽膠採用全新進口食品級矽膠原料,利用科學的生產工藝,此產品更具有廣泛的適應性。具有透明度高、無味、不變黃、不噴霜等優點。食品級矽膠是加成型矽膠,透明度高及穩定性的高品質透明食品矽膠,耐高溫可達230℃,在密封環境中加熱不還原。食品級矽膠經科學配方、先進工藝加工而成。該產品具有柔軟、耐高溫性能穩定等特點。健康飲食的今天,食品級矽膠已經逐漸替換了食品級塑膠。食品級矽膠產品主要針對於用於跟人體食道有接觸的矽膠產品,主要產品為食品加工業所需之矽膠管,矽膠墊,矽膠板,矽膠夾紗管;無塑化劑,為多數食品加工廠所使用。更廣泛用於咖啡壺、熱水器、面包機、消毒櫃、飲水機、開水、燙鬥、電飯鍋、油炸鍋、果漿機、燃具等機械產品。還用於食品的覆模,巧克力模具,糖果模具,食品蛋糕模具,矽膠冰格等。
4.固態矽膠之醫療衛生領域應用
由於矽膠無毒、生物相容性好,而且具有較好的物理機械性能,高溫消毒而不受損,生物相容性對機體反應小,性能穩定,血凝性低,能承受高溫高壓多次蒸煮,而且能加工成各種形狀的製品。如薄膜、海綿、氣囊,是目前醫學上應用最廣的一種材料。如輸血管、各種插管、胸腔引流管、整容與修覆材料、人造皮膚、埋植介入材料、藥物緩釋體系、生物傳感器、薄膜、海綿、氣囊等。也可以做各種人體器官,如人工喉、人工肺、視網膜植入物、人工心 臟球形二尖瓣、食道、氣管、人工關節、假肢等,放在人體內,能夠發揮器官的功能。如切除喉頭的患者用上人工喉頭中,能迅速恢覆說話、飲食和呼吸等功能,無異常現象發生。矽膠在醫療衛生領域的應用可歸納為以下幾類:長期留置於人體內的器官或組織代用品;短期留置與人體內的醫療器械;整容醫療器械;藥物緩釋體系;體外用品。
5.固態矽膠之電線電纜工業應用
矽膠為電線電纜工業中理想的絕緣材料。固態矽膠(高溫硫化矽膠HTV)耐高溫、 耐臭氧、耐候、電氣性能優異;當其燃燒分解時生成的二氧化矽殘渣仍起絕緣作用;它還有良好的導熱性,能快速排除由電流負載所產生的熱量;它的耐電弧性十分優異,固態矽膠(高溫硫化矽膠HTV)所應用的電線電纜主要有電力電纜、船舶電纜、加熱電纜、點火電纜、原子能裝置電纜、航空電線等。在高壓絕緣線路應用的矽膠中,加入氫氧化鋁填料可提高矽膠的耐漏電起痕、耐電蝕損、耐電孤等性能。
6.固態矽膠之航太航空應用
航太航空材料需在-75~200C長期工作、耐臭氧、耐輻射、耐老化、阻燃等。矽膠是航太工業中不可缺少的高性能材料,它能承受太空的超冷和返回大氣層的灼熱,延長飛機零件壽命,降低檢修保養費用,減少意外事故。主要用於飛機機體孔穴密封件、電接頭、密封開關、防塵和防水罩、墊圈墊片、噴氣式引擎和液壓裝置的「O」型密封環、氧氣面罩、調控膜片、熱空氣導管和雷達無線減震器等。耐燒灼矽膠適用於作火箭燃油閥門、動力源電纜和火箭發射井蓋塗層,以免受火箭噴射流的燒灼。在此領域中具常用到的矽膠製品有各種膠管、密封墊圈、 墊片、皮碗、活門、防震件、熱空氣導管、開關護套、氧氣面罩、防火隔板、儀器儀表的軟管、緩沖墊、電線、電纜、插頭、插座、開關按鈕等。
7.固態矽膠之其他應用
用固態矽膠(高溫硫化矽膠HTV)做成的矽膠薄膜的透氣性很好,其透氣性是一般高聚物薄膜(如聚乙烯、聚氯乙烯、聚四氟乙烯等)的幾十倍,甚至幾百倍。同時矽膠薄膜又具有很好的選擇透氣性。借此可以製成各種規格矽膠薄膜調氣窗,用於蔬菜、水果、食品的保鮮袋或儲藏室,製造混合氣體分離裝置等。矽膠在製造印刷覆印機膠輾、高壓鍋墊圈等出訪用具的密封件及墊圈、墊片等方面也有應用。
矽膠代工的專業知識
一.矽膠代工製作流程
矽膠是有機矽產品的一種,具有優良的耐高低溫性、耐紫外線、耐輻射、耐候、電絕緣、高透氣、生理惰性、低壓縮永久變形及耐疲勞性等,因此,矽膠廣泛的應用在航空、航天、電子電氣、輕工、機械、建築、化工、醫學、日用品、食品加工業等方面。矽膠加工成型方式有模壓、射出、擠出、壓延、翻模、滴膠等。
矽膠代工製作流程:
矽膠代工過程會經過模具製作->進料檢驗->選材-配料->煉膠->裁切->成型(模壓,液態,擠出,滴膠)->加工/背膠/沖模->二次加硫->印刷-噴塗,鐳雕-電碳->全檢->品質保證->包裝->出貨,等一系列矽膠製作過程。
1.模具製作:針對將要製作的3D圖檔進行模具設計、模具製作。
2.進料檢驗:依產品特性採購要使用的矽膠原料,並在進料時進行品質檢驗,確保性能符合品質要求。
3.選材-配料:選擇除原料外所需的相關配料,如硫化劑、色母等配料。
4.煉膠:矽膠原料都是成塊狀,一般是乳白色。這個時候的原料是不能直接進行熱壓成型的,需要添加硫化劑(催熟劑)才行。假如產品有特殊要求如:顏色、夜光、熒光、熒粉、導電等還需要相應的添加色母,夜光粉,熒光粉,熒粉,導電粒等。將原料與硫化劑和所需的其他添加劑放在一起,經由練膠機混煉,一般煉膠時間在30分鐘左右(根據煉膠原料重量和滾筒間隙來定時間) 。
5.裁切:將練好的矽膠原料裁成矽膠的尺寸,長*寬*厚將裁好的原料放在醒料架上靜置一段時間,一般的原料一般靜置時間在8小時左右(原料正反面都有PE膜保護,保證原料的清潔度)。
6.成型:醒料時間到後,將膠料使用模壓,液態,擠出,滴膠等方式成型。
根據目前市場上高溫矽膠的種類,一種為固態矽膠,另一種為液態矽膠,固態矽膠的成型又可分為熱壓成型與擠出成型,而液態矽膠分為射出成型與滴膠成型。
二.矽膠代工常用的成型技術
1.固態熱壓成型
此種矽膠代工技術是利用油壓機的溫度與壓力,藉助模具把產品硫化成型出來。這種技術應用多用於單色的矽膠客製化產品。也可應用於雙色雙硬度的矽膠客製化產品或是多色多硬度,包塑膠與包金屬,對於所包物件有溫度要求,一般要求所包物件要耐180攝氏度不變形,成型後矽膠耐熱可到230度左右。
2.液態射出成型
這是一種適合於注射成型的矽膠代工工藝,使用雙組份半透明液體矽橡膠材料。注射成型液體矽膠一般是通過把具有出色性能的液態矽膠進行硫化,再把能夠精密且穩定完成注射成型的設備相互結合後形成的一種新型加工系統。注射成型液態矽膠只須將AB兩種液態材料裝入設備內,從混合到成型,都是全自動化完成的,在追求簡化工藝和縮短加工時間的同時,還能方便地實現高質量的液態矽膠客製化產品加工。。液態矽膠的硫化成型溫度一般在110℃~150℃之間,所以內嵌物件的形變溫度至少要在150℃以上。。
3.擠出成型
就像常見的水管一樣,矽膠代工的擠出成型是指物料通過擠出機料筒和螺桿間的作用,邊受熱硫化,邊被螺桿向前推送,連續通過機頭而製成各種截麵製品或半制品的一種加工方法。擠出機頭也是產品的截面形狀,有一定長度,在力與溫度的作用下,機頭出來產品已經硫化成型。此工藝成型的矽膠客製化產品一般是條形的產品,產品截面可以各種各樣。譬如,矩形長條,環形矽膠管等。
對於固體矽膠常見硬度為(邵氏硬度)30A~70A,液態矽膠常見硬度為(邵氏硬度)0A~70A。硬度低於紹0A的液體矽膠也有,但因少用需定做,其需用紹C硬度計測量。液態矽膠也可生產出80度至90度的材料,但會較脆,不常使用。高於90度的情況下要用紹D硬度計來測量,這類矽膠硬度很高,但沒什麽彈性。
一般來說:矽膠硬度低於10度時,矽膠撕裂強度低,伸長率大,矽膠制品容易變形;硬度高於40度時,撕裂強度變差,矽膠制品會變脆,容易斷裂或折斷。一般矽膠硬度在20-40°時,撕裂強度、伸長率等是最佳狀態。而最常用的矽膠硬度在(邵氏硬度)50A~70A,如常用的矽膠碗、矽膠餐墊、矽膠管等矽膠日常用品。
三.常見的矽膠代工產品
1.矽膠代工在電子工業
電子、電氣工業是矽膠作為絕緣材料使用最早,需求量較大的一個領域。主要因為高溫硫化矽膠耐高低溫,電氣特性優異,而且在很大的溫度區間和電頻率範圍內,矽膠材料性能基本保持不變。應用高溫硫化矽膠製品,可以保證電子電器的性能穩定、安全可靠。應用產品有電器插接件、電器密封減震件、耐高溫電位器密封圈等。矽膠材料加入導電填料(如炭黑、金屬粉末等)的導電高溫硫化矽膠可作為導電連接件(電子計算機、遙控系統、電動玩具和電話機等的按鈕、電子手表的導電連接片等),性能穩定,顯示數字準確;導電矽膠製品還廣泛應用於微波烘爐、傳真機、無引線集成線路。電視機上也使用了很多矽膠製品,電視機的高壓帽就是由矽膠做成的。用矽膠製造的絕緣子將替代陶瓷製品廣泛用於輸電線路,特別是超高壓線路。導電矽膠用於電子計算機、電話等儀器的電接點件及液晶顯示觸點件。阻燃和耐輻射矽膠製造的電線、電纜廣泛用於原子能發電站。矽膠加熱片、加熱帶用於控製多種精密儀表和輸油管道的工作溫度,在醫療上作理療熱敷器用的加熱毯。
2.矽膠代工在汽車工業
矽膠在汽車工業中的應用增長速度很快,矽膠材料(特別是具有各種特性的矽膠)可耐燃油、潤滑油的侵蝕,提高汽車各部件的使用性能,降低維修費用。可用於汽車點火線、火花塞保護罩、加熱及散熱器用軟管、消聲器襯裏、蓄電池接頭以及用氟矽膠製的加油泵等。在發動機、變速器附近的襯套、軟墊、皮帶、保護罩、蓋帽、密封圈等橡膠製品需要耐175°C的溫度,而有些地方更需要耐300°C以上的高溫。在這樣的場合,一般的有機橡膠已不適用,需要用矽膠。矽膠在密封高溫爐、低溫冷藏箱結構部件、金屬加工的熱製品輸送帶、熱膠輻等方面也被采用。
3.矽膠代工在食品加工領域
食品級矽膠採用全新進口食品級矽膠原料,利用科學的生產工藝,此產品更具有廣泛的適應性。具有透明度高、無味、不變黃、不噴霜等優點。食品級矽膠是加成型矽膠,透明度高及穩定性的高品質透明食品矽膠,耐高溫可達230℃,在密封環境中加熱不還原。食品級矽膠經科學配方、先進工藝加工而成。該產品具有柔軟、耐高溫性能穩定等特點。健康飲食的今天,食品級矽膠已經逐漸替換了食品級塑膠。食品級矽膠產品主要針對於用於跟人體食道有接觸的矽膠產品,食品級矽膠工廠主要產品為食品加工業所需之矽膠管,矽膠墊,矽膠板,矽膠夾紗管;無塑化劑,為多數食品加工廠所使用。更廣泛用於咖啡壺、熱水器、面包機、消毒櫃、飲水機、開水、燙鬥、電飯鍋、油炸鍋、果漿機、燃具等機械產品。還用於食品的覆模,巧克力模具,糖果模具,食品蛋糕模具,矽膠冰格等。
4.矽膠代工在母嬰產品
矽膠本身是環保材質,母嬰用品的話都是通過食品級認證的矽膠原料製作而成,食品級矽膠材質具有優異的性能,其穩定性極高,材質可達耐溫40-230度,清洗方便,產品具有一定的彈性韌性,因此不用擔心變形、老化及破損現象,適應性更強,無論油污、冰凍或高溫都能使用。很多母嬰用品都是矽膠所製作的,其中用的最多就是矽膠奶嘴和矽膠奶瓶、以及嬰兒口水兜、咬牙器、磨牙棒、矽膠飯勺、矽膠嬰兒飯盒等矽膠母嬰產品。
5.矽膠代工在醫療衛生領域
由於矽膠無毒、生物相容性好,而且具有較好的物理機械性能,高溫消毒而不受損,生物相容性對機體反應小,性能穩定,血凝性低,能承受高溫高壓多次蒸煮,而且能加工成各種形狀的製品。如薄膜、海綿、氣囊,是目前醫學上應用最廣的一種材料。如輸血管、各種插管、胸腔引流管、整容與修覆材料、人造皮膚、埋植介入材料、藥物緩釋體系、生物傳感器、薄膜、海綿、氣囊等。也可以做各種人體器官,如人工喉、人工肺、視網膜植入物、人工心臟球形二尖瓣、食道、氣管、人工關節、假肢等,放在人體內,能夠發揮器官的功能。如切除喉頭的患者用上人工喉頭中,能迅速恢覆說話、飲食和呼吸等功能,無異常現象發生。矽膠在醫療衛生領域的應用可歸納為以下幾類:長期留置於人體內的器官或組織代用品;短期留置與人體內的醫療器械;整容醫療器械;藥物緩釋體系;體外用品。
6.矽膠代工在電線電纜工業
矽膠為電線電纜工業中理想的絕緣材料。高溫硫化矽膠耐高溫、耐臭氧、耐候、電氣性能優異;當矽膠材料燃燒分解時生成的二氧化矽殘渣仍起絕緣作用;它還有良好的導熱性,能快速排除由電流負載所產生的熱量;它的耐電弧性十分優異,高溫硫化矽膠所應用的電線電纜主要有電力電纜、船舶電纜、加熱電纜、點火電纜、原子能裝置電纜、航空電線等。在高壓絕緣線路應用的矽膠中,加入氫氧化鋁填料可提高矽膠的耐漏電起痕、耐電蝕損、耐電孤等性能。
7.矽膠代工在航太航空
航太航空材料需在-75~200C長期工作、耐臭氧、耐輻射、耐老化、阻燃等。矽膠是航太工業中不可缺少的高性能材料,矽膠材料能承受太空的超冷和返回大氣層的灼熱,延長飛機零件壽命,降低檢修保養費用,減少意外事故。主要用於飛機機體孔穴密封件、電接頭、密封開關、防塵和防水罩、墊圈墊片、噴氣式引擎和液壓裝置的「O」型密封環、氧氣面罩、調控膜片、熱空氣導管和雷達無線減震器等。耐燒灼矽膠適用於作火箭燃油閥門、動力源電纜和火箭發射井蓋塗層,以免受火箭噴射流的燒灼。在此領域中具常用到的矽膠製品有各種膠管、密封墊圈、墊片、皮碗、活門、防震件、熱空氣導管、開關護套、氧氣面罩、防火隔板、儀器儀表的軟管、緩沖墊、電線、電纜、插頭、插座、開關按鈕等。
8.矽膠代工在其他領域
用高溫硫化矽膠做成的矽膠薄膜的透氣性很好,其透氣性是一般高聚物薄膜(如聚乙烯、聚氯乙烯、聚四氟乙烯等)的幾十倍,甚至幾百倍。同時矽膠薄膜又具有很好的選擇透氣性。借此可以製成各種規格矽膠薄膜調氣窗,用於蔬菜、水果、食品的保鮮袋或儲藏室,製造混合氣體分離裝置等。矽膠在製造印刷覆印機膠輾、高壓鍋墊圈等出訪用具的密封件及墊圈、墊片等方面也有應用。
四.矽膠代工客製開發流程
1.確認矽膠代工需求,當客戶對正在開發的產品有了完整的想法之後,及提供工程3D圖檔(Stp,Step,Igs格式檔案)後,我們將依3D圖檔評估矽膠代工可行性,並與客戶進行密切的討論並協助設計。為了能夠提供專業的建議,尤其是在選擇原材料方面,我們必須清楚地了解客戶的設計概念和用途。例如,如果是食品加工所需的矽膠產品,由於使用環境會有溫度上與食品安全的要求,因此需要選擇食品級矽膠原料。如果是客製的工業用矽膠產品,由於使用環境可能會頻繁使用或受到外部碰撞摩擦,因此該產品需要具有彈性和耐磨性。因此,我們需要選擇符合這些特性的原材料來生產。
2.提供矽膠代工報價,我們將會依照該產品特性評估生產製造方式,如固態熱壓成型,液態射出成型,或擠出成型。其中評估要點有(1)3D圖檔開模可行性(2)需求數量(3)需求時間(4)需求預算。為客製化產品評估:樣品模費用,量產模費用,及產品單價。
3.確認矽膠代工訂單,若客戶批准報價,請客戶按報價單之付款方式預付模具費與訂金。
4.開矽膠代工樣品模及打樣,根據客戶要求的產品型式、顏色、硬度、質量、數量等要求開樣品模及打樣,矽膠制品打樣完成後,工程人員會第一時間對比客戶的要求,確認符合客戶的要求後,才會將第一批樣品提交給客戶。客戶收到樣品後,會對樣品做一個評估,如果這個產品達到了需求標準,即可同意開始按照樣品進行大量生產。如果第一批樣品不符合客戶需要,那麽客戶會第一時間反饋,我們會根據客戶的意見,修改或重新進行打樣,直到打出讓客戶滿意的樣品,之後才能進行批量生產。(一般來說樣品就是先開一穴模具,這樣可以節省成本以及方便拿到樣品後修改模具等)
5.開矽膠代工量產模,確認樣品後就是開量產模,量產模根據產品大小以及數量,選擇開對應的穴數,有些產品數量很多,甚至要開幾套模具同時生產才能滿足客戶的交期。所以矽膠客製品報價沒有我們想象中的那麽簡單,需要了解更多的細節才能提供更好、更節省成本的方案。量產模加工好以後就是試模,中間量產模製作出來後有可能要進行修模,才完成製作。
6.矽膠代工批量生產,量產模開好後,成型操作員就會大量生產客戶所需矽膠客製品,輪班生產直到完成當前訂單才能更換模具。(補充:生產矽膠任何產品前,都要先備料、調色煉膠以及裁料等步驟)
7.後續加工,在矽膠客製品批量生產完成後,尚有其他後續加工工序需要根據產品製程進行半成品加工或二次加工,例如:去除毛邊、印刷、噴塗、雷雕、貼標籤、表面處理等。透過這些加工,可以為矽膠成品增加功能性與價值。例如印刷Logo突顯品牌形式,雷雕或貼生產序號標籤可以利於在組裝線上辨別,表面噴塗手感油增加柔順觸感。
8.拆邊質檢,拆除矽膠客製品的毛邊後,還需要經過品質檢驗,由專人定期檢查,看是否與標準品一樣,無毛邊、髒污、或其他不良現象。如出現不良,則分析問題所在,迅速解決問題,確保出貨全部為良品。
9.包裝發貨,矽膠客製品完成後依照客戶需求進行包裝。客戶收到矽膠產品後,需要立即進行檢查和入庫。若發現品質缺失,請即時通知我們進行處理,驗收合格時,完成此訂單。